セラミック粉末におけるレーザー回折・散乱式粒子径分布測定装置の応用
2021-04-06Application Note
現代のセラミック部品製造において、セラミック粉末の粒子径分布を正確に把握することは極めて重要です。Bettersizer 2600は、セラミック粉末の粒子径を高精度かつ高再現性で評価できる装置として有効であることが実証されています。
| 使用製品 | Bettersizer 2600(レーザー回折・散乱式粒子径分布測定装置) |
| 産業分野 | セラミック |
| 測定対象サンプル | セラミック粉末 |
| 測定項目 | 粒子径 |
| 測定技術 | レーザー回折 |
はじめに
現代のセラミック部品製造プロセスは、大きく分けて以下の2段階で構成されます。
-
セラミック粉末を液体中に均一分散させ、適切な配合比でスラリーを調整する
-
成形・乾燥後にグリーンボディ(未焼成体)として所定の形状に成形し、焼結によって最終部品へ仕上げる
「グリーンボディ」とは、粉末を結合剤などで仮固定した成形体で、焼結前のセラミック部品の前駆体です。焼結工程では、材料の融点直下の温度で加熱することで、粉末粒子同士が焼結し、強固な最終部品が得られます。

セラミック粉末は分散工程で凝集しやすく、粒子径や粒子分布が不均一になると、最終的な部品の物性(強度、電気特性、圧電性能など)に悪影響を与える可能性があります。とくに高機能部品を目指す場合、原料粉末の粒子径分布を精密に管理することが不可欠です。
粒子径の違いは、焼結挙動にも影響します。一般に、微細粒子を多く含む粉末は比表面積が大きく、より低温・短時間で焼結が進行する傾向があります。そのため、適切な粒子径分布を把握することで、焼結工程の時間短縮や省エネルギー化、品質の安定化が実現できます。
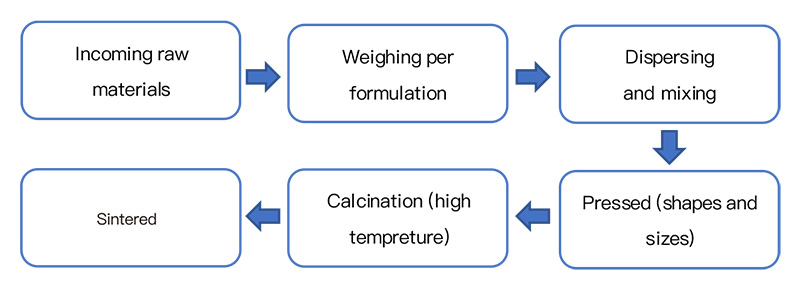
図1. セラミック製品の製造プロセス
本アプリケーションノートでは、Bettersizer 2600 レーザー回折・散乱式粒子径分布測定装置(湿式分散ユニット搭載)を使用し、セラミック粉末の粒子径分布を評価しました。Bettersizer 2600 は、前方・側方・後方の散乱光信号を同時に検出可能なフーリエ+逆フーリエの光学系を採用しています。また、測定セルに傾斜構造を導入することで、全反射の影響を軽減し、広い測定範囲と高分解能・高精度を両立しています。セラミック材料をはじめとするさまざまな粉体の粒度分布評価において、Bettersizer 2600 は非常に有用な測定ツールとして機能します。
セラミック粉末の粒子径分布測定
セラミック粉末の粒子径分布を評価する方法として、これまでに多様な手法が使用されてきました。その中でも、Bettersizer 2600は操作性と迅速な測定性能に優れ、実用的なメリットを提供します。広範囲な測定レンジをカバーしているため、単一測定で微細粒子から凝集体までを一括で評価でき、再現性にも優れています。
本試験では、あるセラミック製品メーカーから提供された3種類の粉末(サンプルA、B、C)について測定を実施しました。結果は以下のとおりです。図2から分かるように、各サンプルはいずれもサブミクロン領域に変曲点を持つ広めの粒度分布を示しています。こうした広い分布は、粉体の均一性がやや低いことを示唆します。粒度分布の微妙な差異は、製造プロセスや処理条件の違いに起因する場合もあります。どのような成形法であっても、グリーンボディ(未焼成体)成形前の粉末状態における粒子径およびその分布は厳密に管理されるべきです。一般に、焼結前のグリーンボディにおける気孔サイズは、粉末の粒径と密接に関係します。
特に、比表面積が小さい粗大粒子は焼結時に十分に結合しにくく、結果として大きな気孔を形成することがあります。このような気孔は焼結後も残存し、最終製品の品質低下を招く要因になります[1]。この問題を防ぐには、微粒子を主体とした均一な粉末、あるいは微粒子が粗大粒子の隙間を埋めるような適切な粒度分布(ポリディスパース)を選択することが効果的です。
さらに、図2を見ると、サンプルAおよびBはサンプルCに比べて粗い粒子を多く含んでおり、特に10 µm以上の粒子が存在しています。これは、サンプルA・Bの粒度のばらつきがサンプルCよりも大きいことを示しています。この結果は、図3に示す光学顕微鏡画像でも確認されており、サンプルAおよびBには粗大粒子の凝集が明確に観察される一方、サンプルCでは確認されませんでした。このような粒度分布の差異は、グリーンボディ成形前の混合・分散性にも影響し、焼結後のセラミックの物性差にもつながる可能性があります。
したがって、本用途においては、粒度分布を狭く保ちつつ、粗粒と微粒のバランスを最適化し、充填率(パッキングファクター)を高めることが求められます。特に、大きな凝集体(オーバーサイズアグロメレート)の混入は避けるべきです。
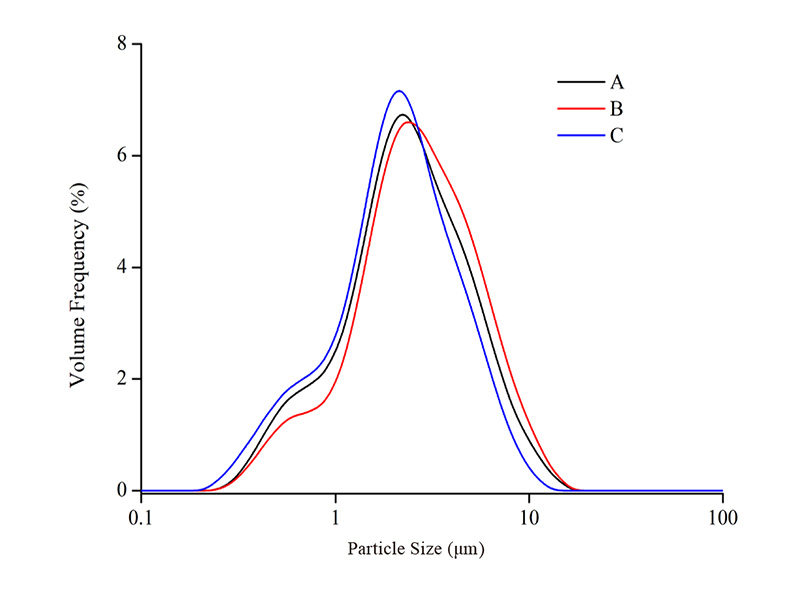
図2. サンプルA、B、Cの粒子径分布
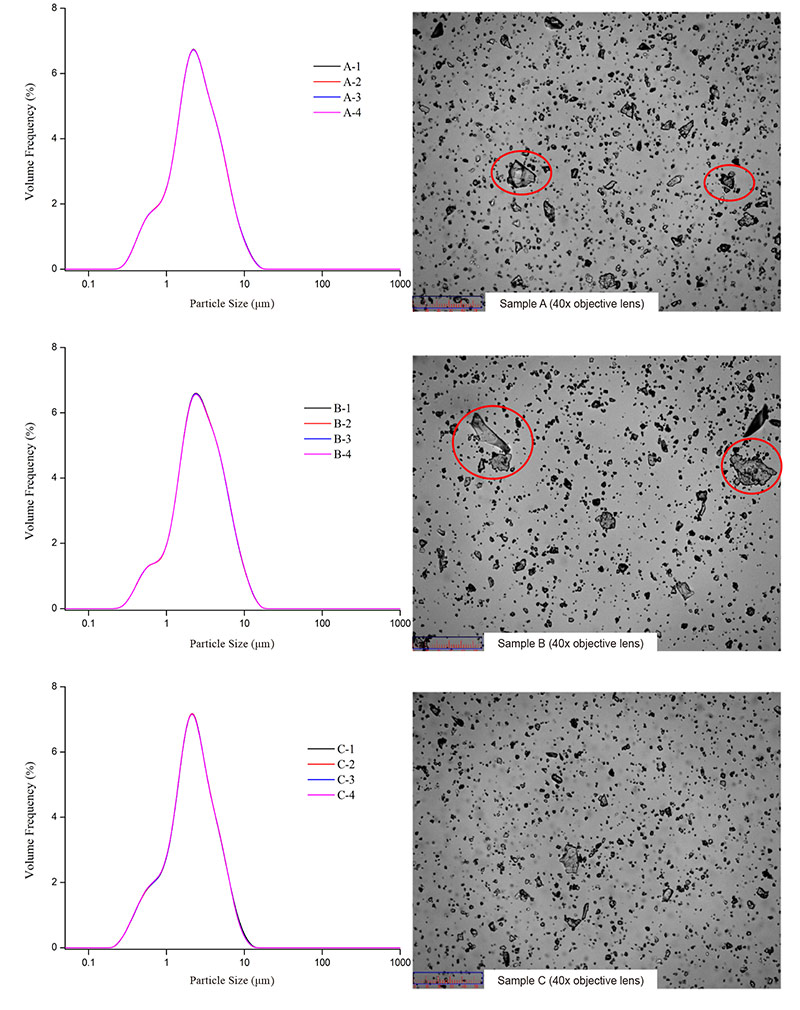
図3. サンプルA、B、Cの粒子径分布および画像解析結果
| Typical value | Repeatability (%) | ||
| Sample A | Sample B | Sample C | |
| D10 | 0.31 | 0.11 | 0.13 |
| D50 | 0.86 | 0.15 | 0.09 |
| D90 | 0.74 | 0.42 | 0.07 |
表1. 各サンプルの再現性評価
これらすべての要因は、サンプルA、B、Cがセラミック製品の製造に適しているかどうかを判断する上で重要です。結果の確認のために、静止画像解析システムによる追加評価を行いました[2]。図3に示されているように、サンプルAおよびBには粒子の凝集体が多数確認されました。
さらに、図3からわかるように、Bettersizer 2600による3種類のセラミック粉末の複数回測定では、良好な再現性が得られました。その詳細は表1に示されており、ISO 13320[2]で定められている許容範囲を大きく下回る優れた再現性を示しています。よって、Bettersizer 2600によるセラミック粉末の粒度測定結果には高い信頼性があります。
結論
セラミック粉末の粒子径分布を正確に測定することは、現代のセラミック部品の製造において非常に重要です。Bettersizer 2600によって、粉末の粒子径や分散性が正確に評価できることが実証されており、しかもその測定結果は高い再現性を有しています。
高速かつ高精度な粒度分布分析の結果、サンプルCには粗大な凝集体が少なく、AおよびBは均一性に劣る可能性が示唆されました。このような評価ツールを用いることで、セラミック粉末の開発や品質管理における精度が向上し、製造コストの削減にもつながります。
参考文献
[1] W.D. Kingery et al., Introduction to Ceramics, 2nd Edition, 1976, John Wiley & Sons.
[2] ISO 13320 (2009) Particle size analysis – Laser diffraction methods.
著者について
 |
Fangfang Zhang(ファンファン・チャン) アプリケーションエンジニア @ Bettersize Instruments |
|
高性能セラミックス材料の実現を目指す皆さまへ Bettersize研究チームによる、 セラミックス応用に関する5つの技術資料をまとめた アプリケーションノート集を無料公開中! |
 |
LOGIN TO ACCESS EXCLUSIVE CONTENT
More Resources Including
- Application Notes & Collections
- Webinars & Workshops
- Presentations & Videos
- Monthly Newsletters
- Exclusive Events...

Recommended articles
Rate this article