Particle Size Analyzing of Chocolate by Laser Diffraction
2021-06-04Application Note
Chocolate's manufacturing and final quality are significantly impacted by particle size. The Bettersizer 2600 laser diffraction instrument efficiently controls particle size distribution in chocolate production, as demonstrated by successful measurements of various chocolate types from different countries.
| Product | Bettersizer 2600 |
| Industry | Food and Drink Analysis |
| Sample | Chocolate |
| Measurement Type | Particle Size |
| Measurement Technology | Laser Diffraction |
Jump to a section:
Introduction
The Renaissance and the Age of Discovery both took place for the most part in the fifteenth and sixteenth centuries. The Renaissance was a transitionary period that brought about a rediscovery of classical culture, art, literature, politics and economics following the Middle Ages. In this era, the genius of Michelangelo, Raphael, Leonardo Da Vinci and their contemporaries thrived, but from a negative perspective – the Machiavellian concept of the end justifying the means and the rise in power of families like the Medici in Italy. The Age of Discovery however brought about European footholds in Africa, India and the Americas. Although Cristopher Columbus is widely attributed with discovering the Americas, there are many who would dispute this. There is ample evidence that the Portuguese, Knights Templar and even earlier than that, the Vikings were the original explorers to set foot on the continents of North and South America.
What is beyond dispute is that maize, tomatoes and chocolate were introduced to Europe in this same time period from 1493 to 1597.
The main reason for this westward expedition from Columbus was to find a shortcut to the Far East. Columbus promised his benefactors, King Ferdinand and Queen Isabella of Spain, to bring back gold, spices and silks from the Far East, to spread Christianity, and to lead an expedition to China.
Instead what he delivered was gold, 500 slaves for Queen Isabel and the cocoa bean. Fortunately, the Queen Isabel of Spain rejected the idea of slaves, the gold attracted their attention but unfortunately the coca bean remained unnoticed until over twenty years later. Hernan Cortes reintroduced the cocoa bean and the resulting chocolate drinks with sugar, vanilla and nutmeg to improve the taste.
Indeed, it was only after the addition of sugar to the chocolate drink that made it popular with the nobility especially as it had a growing reputation as an aphrodisiac.
The Spanish effectively created a monopoly on chocolate until the late 16th century by planting cocoa seeds in their colonies and shipping them to Seville in 1585 from Veracruz. The secret of chocolate was hidden by the monks in monasteries, who forbade the export of cocoa and chocolate. These monks kept chocolate a secret for over a century before Spanish Princess Maria Theresa became engaged to Louis XIV of France and gave him an elegant chest filled with chocolate as a wedding present.
So chocolate, first created by a pre-Olmec race in 1900BC, subsequently used by the Mayans and Aztecs was passed to the chocolate houses by the Spanish across Europe after 3,500 years. The Aztec chocolate drink recipe (1300AD) recipe used raw cocoa beans, dried chilies, cinnamon, corn meal, honey and water or yoghurt. It was not until 1847 that Fry’s chocolate produced the first solid form of plain chocolate followed by the introduction of the first milk chocolate by Nestle and then by Lindt in 1879.
Manufacturing process of chocolate
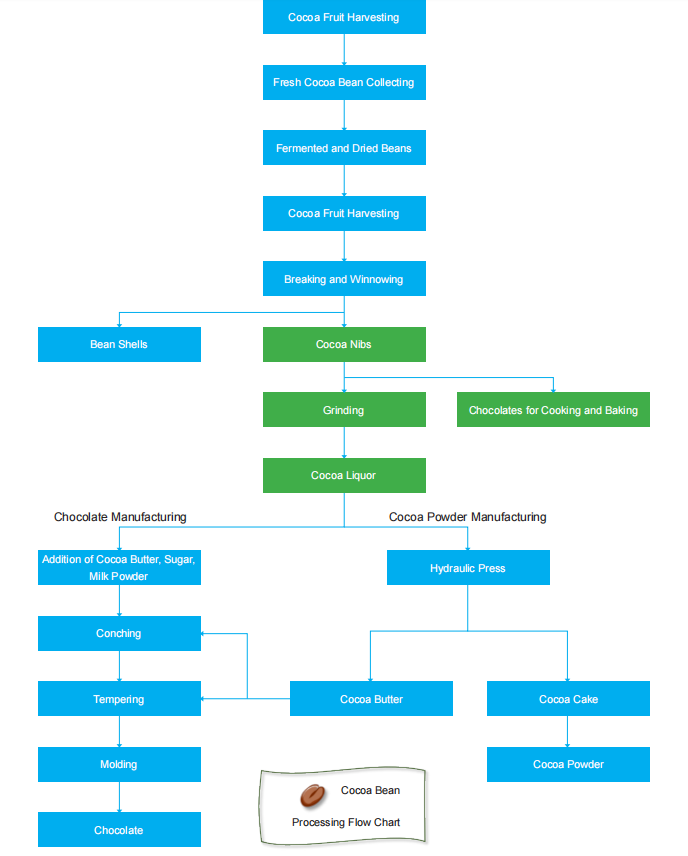
The cocoa beans are harvested in countries which lie within 20 degrees latitude from the equator, such as Mexico, Ivory Coast, Ghana and Indonesia. These beans are fermented for up to 7 days, a process by which time the beans have gathered moisture and become plump. Their flavor changes from bitter to the beginnings of a chocolate flavor during this time before being exported. Once the cleaned cocoa beans reach the chocolate factories, they are roasted anytime up to 2 hours, a process that makes them brittle enough to easily remove the outer shell of the beans by jets of compressed air. The inner cocoa bean is then broken into small pieces called cocoa nibs.
Usually there are two stages of grinding, the first involves the nibs being ground by either a steel pin or vertical ball mill into a thick paste called the cocoa liquor containing 50-58% cocoa butter where the size of the particles in the chocolate mass has reduced down to 100 μm. However, if cocoa powder is being made, the cocoa liquor enters a hydraulic press at high pressure resulting in the cocoa butter being drained leaving behind the pressed cake. The pressed cake is then cooled, milled and sieved, forming cocoa powder which can be sold in its own right as a bedtime drink.
A second stage of grinding lasting from a few hours to a few days is required to avoid the grainy taste in the finished chocolate and this “conching” stage is performed by the “conche”. The conche is a surface scraping mixer and agitator which evenly distributes the cocoa butter within the chocolate acting as a particle polisher and its action reduces the particle size. After this stage, the cocoa liquor and other ingredients are kneaded together in specific ratios dependent on the final chocolate quality. The cocoa liquor is mixed with cocoa butter and sugar and this is further refined by reducing the particle size of the added milk powder solids and sugar to the desired size.
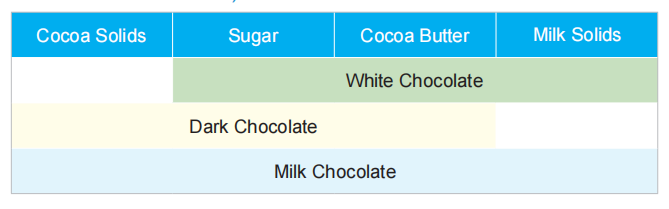
The cocoa liquor is blended back with the cocoa butter and other ingredients in varying quantities to make different types of chocolate including white, milk and dark chocolates of varying cocoa percentages (Table 1).
Dark chocolate contains either few or no milk solids whereas milk chocolate does contain powdered milk. White chocolate however contains no cocoa products at all, only cocoa butter and no chocolate solids, so in reality it is not technically a chocolate at all in the real sense.
The viscosity of the chocolate can be reduced over a number of hours by mixing it in with either cocoa butter or lecithin (an emulsifier) which is much cheaper. The mix is dried and forms what is known as the crumb which is mixed with more cocoa butter and ground down to a maximum particle size 25 to 30 μm. The cocoa butter contributes to the flavor profile of the chocolate and cocoa. The crumb has thus been transformed into what we now know as chocolate, fit for consumption and depending on how smooth you desire the chocolate to be, will be determined by the length of rolling mill time.
The temperature of the conche is controlled and varies for different types of chocolate from 49 °C for milk chocolate to up to 82 °C for dark chocolate. Before molding the final product into a chocolate bar, the chocolate must be tempered in order to stop large crystals forming which would have a gritty texture. Tempering involves slowly heating and cooling the chocolate repeatedly to temperatures between 29°C and 41°C. The result of this action stabilizes the chocolate, achieving a shiny, smooth appearance and a texture that produces a pleasant mouthfeel.
Particle size analyzing of chocolate
From a physics perspective, chocolate can be described as a suspension, which is a particular kind of dispersion consisting of nonfat solid particles (sugar, milk solids and cocoa particles) dispersed in cocoa butter as a liquid fat phase. Unsurprisingly within such a suspension system particle size distribution of solid particles plays a vitally important role.
As a whole, particle size shows a significant impact on both the manufacturing process as well as final properties of chocolate in various ways.
One critical manufacturing procedure is that cocoa liquor needs to be ground down to fine particles in order to release cocoa butter as much as possible leaving behind the pressed cake. However, the total surface area will increase due to the larger percentage of very small particles, leading to the increased viscosity of cocoa liquor as well as the need of more cocoa butter added to coat the particles to improve the flow properties and thereby resulting in higher chocolate production cost. Hence, it is crucial for chocolate manufacturers to optimize the particle size and size distribution in the manufacturing process, and then the amount of cocoa butter or viscosity modifiers needed in the chocolate can be reduced.
In addition to the manufacturing process, the final taste of chocolate will also be affected by particle size. There is a common requirement for sugar, milk powder, and cocoa particles to be smaller than around 30 µm as too large particles will result in a gritty mouthfeel and poor flavor release. But too fine particles will cause a sticky mouthfeel since the product requires more cocoa butter to obtain the appropriate flow properties.
To conclude, a narrow particle size distribution is ideal for chocolate production being able to prevent excessive viscosity and poor flow properties caused by very small particles, and also maintain the smoothness of the taste from the negative impact of very large particles.Currently there are a variety of methods and technologies used for measuring the particle size during cocoa
processing and chocolate manufacturing, including microscopy, sedimentation techniques, sieves, image analysis and light scattering technologies etc.
In particular, the most effective measurement method for this type of system is laser diffraction, which can measure particle size from submicron to millimeter with measurements over the range being achieved in only a few minutes. This range and measurement speed enable the particle size of chocolate ingredients to be tracked during production processes as well as in quality control of final chocolate product.
Note that chocolate is one of the few applications which absolutely must be measured wet even in dry form in the laboratory, the only situation where dry crumb can be measured is on-line. The reason for this is because when it is measured on-line it is fresh and at an elevated temperature. Once it has cooled and gone to the lab for analysis, it absorbs moisture from the air and becomesagglomerated – the mean size can easily double. Consequently, when laser diffraction technology is applied in particle characterization of chocolate, an appropriate solvent is of vital importance being selected to dissolve cocoa butter and other intermediates, and also suspend and disperse particles contained within the various products.
The fluids that may be used include vegetable oil, isopropyl alcohol, silicone oil and other high purity organic oils. In the experiments below an organic oil, Methyl Oleate, which is a clear to amber liquid and insoluble in water, is used as the dispersion medium.
It is significant to have a reliable method for particle size characterization (PSD) of chocolate, considering PSD controlling helps the manufacturers not only reduce manufacturing costs but also increase product quality. In this application note we prove the superior analyzing ability of particle size of the Bettersizer 2600 by performing various chocolate measurements following the same dispersing method that a small amount of chocolate in Methyl Oleate was heat to 40°C and 5 minutes low-power sonication was used to quicken this dispersion until the chocolate has dispersed in the liquid thoroughly. Finally, the dispersion system was added by pipette into methyl oleate in the small-volume wet recirculator for particle size measurement.
This study was done by using the Bettersizer 2600 particle size analyzer, to which a small-volume solvent recirculator BT-80N, instead of a general wet recirculator BT-802, is connected, as shown in Figure 1. It is noteworthy that a range of accessories of the Bettersizer 2600, such as BT-80N which is capable of resisting corrosion caused by organic oils, enable measurements using different dispersants depending upon samples in practice. The flexibility to quickly change between general and small-volume dispersion units means that a wide range of samples types can be analyzed using a single Bettersizer 2600 installation.

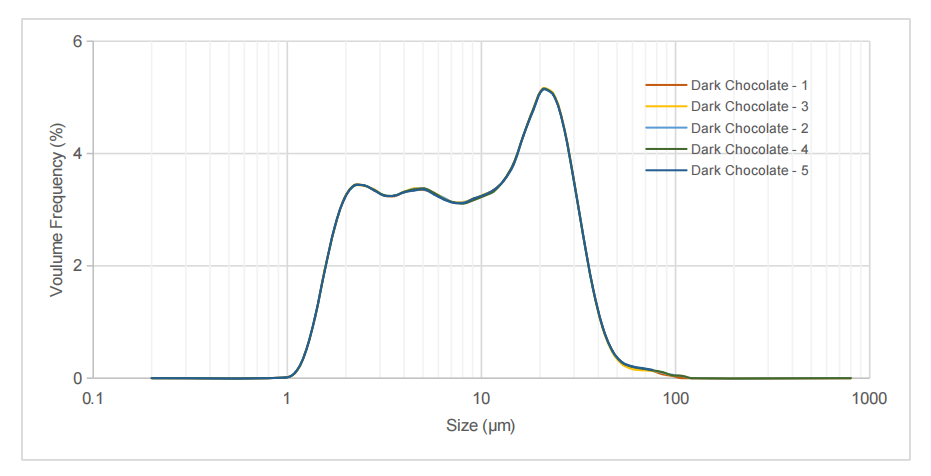
The repeatability tests of particle size distribution of dark chocolate are shown in Figure 2. The measurements were carried out 5 times. As can be seen, only a slight difference can be differentiated at the coarse end of particle distribution. The results from these five analyses overlay each other so completely that it is hard to distinguish that there are five different curves. The obtained results were quite stable as to be expected, thereby indicating the superior repeatability of the Bettersizer 2600 and that Methyl Oleate is an appropriate dispersant to completely disperse chocolates.
Next, the milk and white chocolates of same brand produced were studied by laser diffraction as well. As shown in Table 2, the mean particle size (D50) of milk chocolate is 11.18 μm whereas that of white chocolate is only 7.72 μm, probably owing to difference in ingredients as milk chocolate contains cocoa particles however white chocolate does not. In general, the difference observed in the particle size is very closely related to the ingredients used. In addition, the results shown in Table 2 were very stable and all relative standard deviations (repeatability) were much smaller than the ISO 13320 requirement (3%).
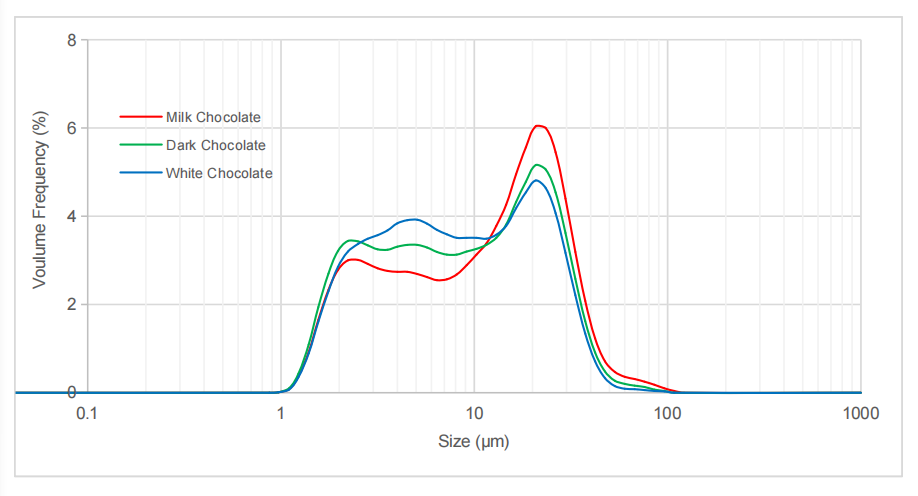
The comparison of particle size distributions (PSD) of milk, dark and white chocolates of same brand are shown in Figure 3. It can be seen that the mean particle size order is milk > dark > white chocolate. The change of the coarse end of the distribution indicates the change in the cocoa particles and milk solids content required, as Table 1 indicates.
At the coarse end of the distribution, milk chocolate has larger percentage than other two kinds of chocolates.
On the other hand, white chocolate has more percentage of fine particles at around 5 μm. Despite that, the bimodal nature of PSD could be observed on either chocolate due to the presence of multiple components in the chocolate.
Apart from particle size variations in different types of chocolate, are there particle size differences in the chocolates that are same type but produced or sold in various countries?
Apart from particle size variations in different types of chocolate, are there particle size differences in the chocolates that are same type but produced or sold in various countries?
| Chocolate Type |
D10 (μm)
|
D50 (μm) | D90 (μm) |
|
Milk Chocolate
|
2.124 | 11.21 | 28.45 |
| 2.124 | 11.15 | 28.36 | |
| 2.128 | 11.20 | 28.34 | |
|
Average
|
2.125 | 11.18 | 28.38 |
|
Repeatability
|
0.11% | 0.29% | 0.21% |
|
Dark Chocolate
|
2.011 | 8.426 | 26.32 |
| 2.011 | 8.437 | 26.42 | |
| 2.012 | 8.476 | 26.51 | |
|
Average
|
2.010 | 8.440 | 26.41 |
|
Repeatability
|
0.03% | 0.31% | 0.36% |
| Dark Chocolate | 2.123 | 7.730 | 25.01 |
| 2.121 | 7.718 | 25.04 | |
| 2.121 | 7.717 | 24.91 | |
|
Average
|
2.120 | 7.720 | 24.98 |
|
Repeatability
|
0.05% | 0.09% | 0.27% |
The answer is yes. A lack of standard recipe for chocolate production brings the regional differences in the particle size distribution or contents with no doubt. And as we can imagine, in order to target local customers, the chocolate sold in different places would have various particular characteristics, such as the particular melting temperature or the mouthfeel.
In this application note, five types of milk chocolate produced in different countries (China, Switzerland, America, UK, Belgium) were analyzed by the Bettersizer 2600 in order to investigate the regional customer preference on the mouthfeel and flavor of chocolate, which will in turn affect the manufacturing process as well as final particle sizes of chocolate.
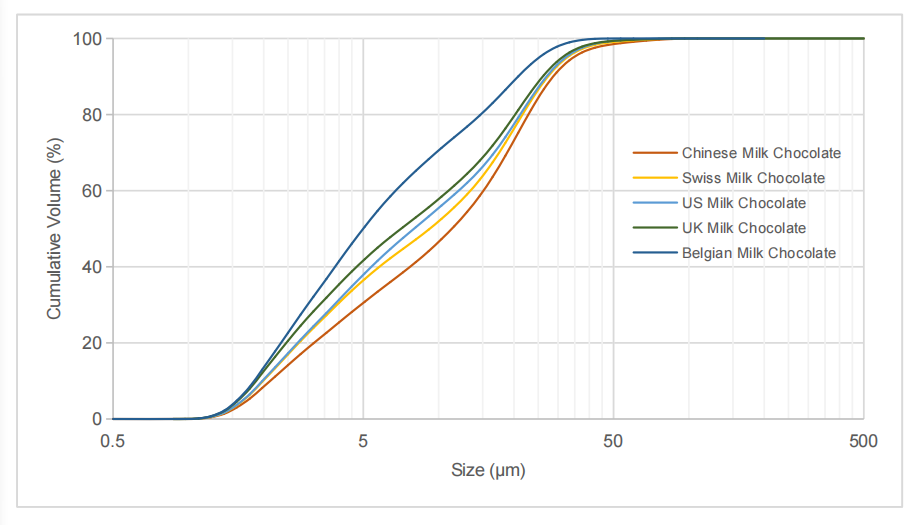
As shown in Figure 4, the curves of cumulative volume as a function of particle size clearly demonstrate a global comparison of PSD of milk chocolate.
Significant diversities were observed in the figure and the mean particle size sequence of milk chocolate obtained is China > Switzerland > America > UK > Belgium.
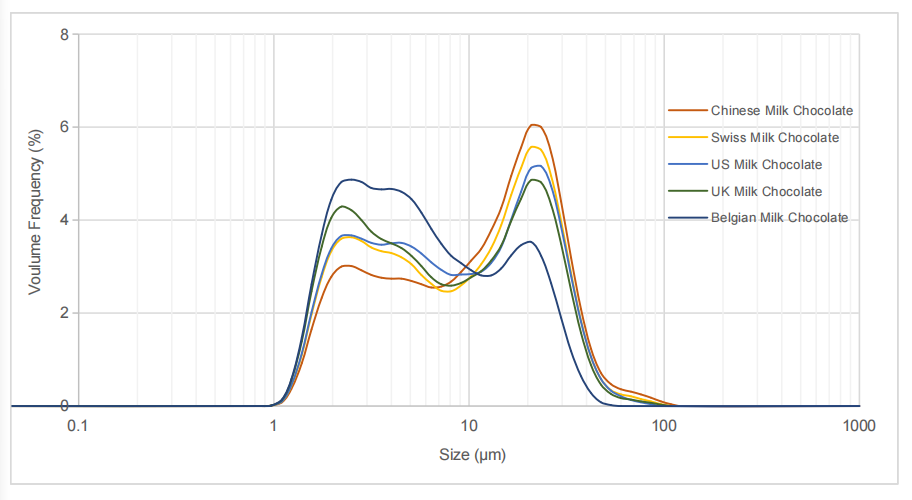
By choosing different ingredients and controlling particles size, the smoothness and required melting characteristics could be achieved. Here the particle size distributions of global milk chocolate are shown in curves of volume frequency as a function of particle size in Figure 5 in order to display more details. As can be seen, Chinese milk chocolate possesses more particles at the coarse end of the distribution of around 11 μm, which is therefore a grittier product with different flavor release characteristic compared against milk chocolate from other regions. On the other hand, Belgian milk chocolate having the least percentage of coarse particles is expected to provide a smoother mouthfeel. We can speculate that milk chocolates coming from Belgium or UK has undergone longer grinding and conching time, and probably required more cocoa butter in the manufacturing process to maintain the flow properties since they contain finer particle than other milk chocolates.
Critical particle size values (D10, D50 and D90) of milk chocolate in different countries are shown in Table 3 where a similar trend can be observed. The grinding and conching durations of global milk chocolate can thus be ranked: China < Switzerland < America < UK < Belgium.
|
D10 (μm)
|
D50 (μm) | D90 (μm) | |
|
Chinese Milk Chocolate
|
2.128 | 11.20 | 28.34 |
|
Swiss Milk Chocolate
|
1.987 | 9.050 | 27.10 |
|
US Milk Chocolate
|
1.971 | 7.786 | 26.57 |
|
UK Milk Chocolate
|
1.860 | 7.040 | 26.26 |
|
Belgian Milk Chocolate
|
1.826 | 4.946 | 20.55 |
Conclusions
The manufacturing process and final characteristics of chocolate are significantly affected by particle size in many ways. As less production costs and better chocolate quality are desirable, only with the help of high-performance laser diffraction instruments, manufacturers are able to control particle size distribution of intermediates as well as final products in chocolate production in a highly efficient way.
This application note demonstrated that the Bettersizer 2600 is capable of detecting the particle size changes by successfully performing the measurements of characterizing chocolate of different types (dark, milk, white) and various countries. The Bettersizer 2600 has therefore been proven to be an effective tool to analyze the particle size distribution of chocolate and help manufacturers produce more attractive and consistent final products.
About the Author
 |
Zhibin Guo Application Manager @ Application Research Lab, Bettersize Instruments |
|
Bettersizer 2600 The Bettersizer 2600 utilizes proven Laser Diffraction Technology to measure particle sizes ranging from 0.02 to 2,600 μm.
|
 |
LOGIN TO ACCESS EXCLUSIVE CONTENT
More Resources Including
- Application Notes & Collections
- Webinars & Workshops
- Presentations & Videos
- Monthly Newsletters
- Exclusive Events...

Recommended articles
Rate this article