Powder and Particle Characteristics of Metal Feedstock for Powder-Bed Additive Manufacturing
2026-02-17Application Note
Abstract: In additive manufacturing, particularly powder bed fusion, the characteristics of metal powders play a pivotal role in the quality and consistency of the final product. This study explores the relationships between particle size distribution, particle shape, bulk density, and flowability of metal powders used in 3D printing. Utilizing a widely adopted laser diffraction method to measure particle size distribution and dynamic imaging to evaluate particle shape, the findings emphasize that optimizing particle size distribution and particle shape enhances the packing density and flowability of the powder bed, which in turn affects the stability of the printing process and the reliability of the resulting parts.
Keywords: additive manufacturing, particle size distribution, particle shape, metal powder, 3D printing, powder characterization
| Product | Bettersizer 2600 Plus |
| Industry | |
| Sample | Metal alloy powders for powder-bed additive manufacturing |
| Measurement Type | Particle Size, Particle Shape, Powder Characterization |
| Measurement Technology |
Introduction
In recent years, 3D printing has emerges as a pivotal technology in the Industry 4.0 era, experiencing rapid advancements that traditional powder manufacturing processes can no longer accommodate. Metal powders for 3D printing require stricter control over parameters such as particle size, particle shape, bulk density and fluidity compared to other powder materials, in order to ensure high performance and consistency of printed components. The quality of these metal powders directly affects the manufacturing process and the finished part’s performance.
1.1 Impact of particle size and distribution
In powder-bed fusion additive manufacturing, the layer-by-layer stacking process is a unique mode for manufacturing 3D printed parts, making the thickness of the powder layer a critical factor influencing the performance of the final product. For laser powder bed fusion (LPBF), the typical powder size ranges from 10 to 50 µm, supporting high precision printing. In general, the smaller the powder particle size, the thinner the powder layer, and the greater the densification of the formed part, as demonstrated in Figure 1. [1,2] However, fine particles are prone to agglomeration, which can lead to reduced powder bed density and fluidity. A wider particle size distribution (PSD) enhances packing density by allowing smaller particles fill the voids between larger ones, but this can also reduce flowability. Therefore, optimizing particle size and PSD is essential to improving powder bed packing and flowability.
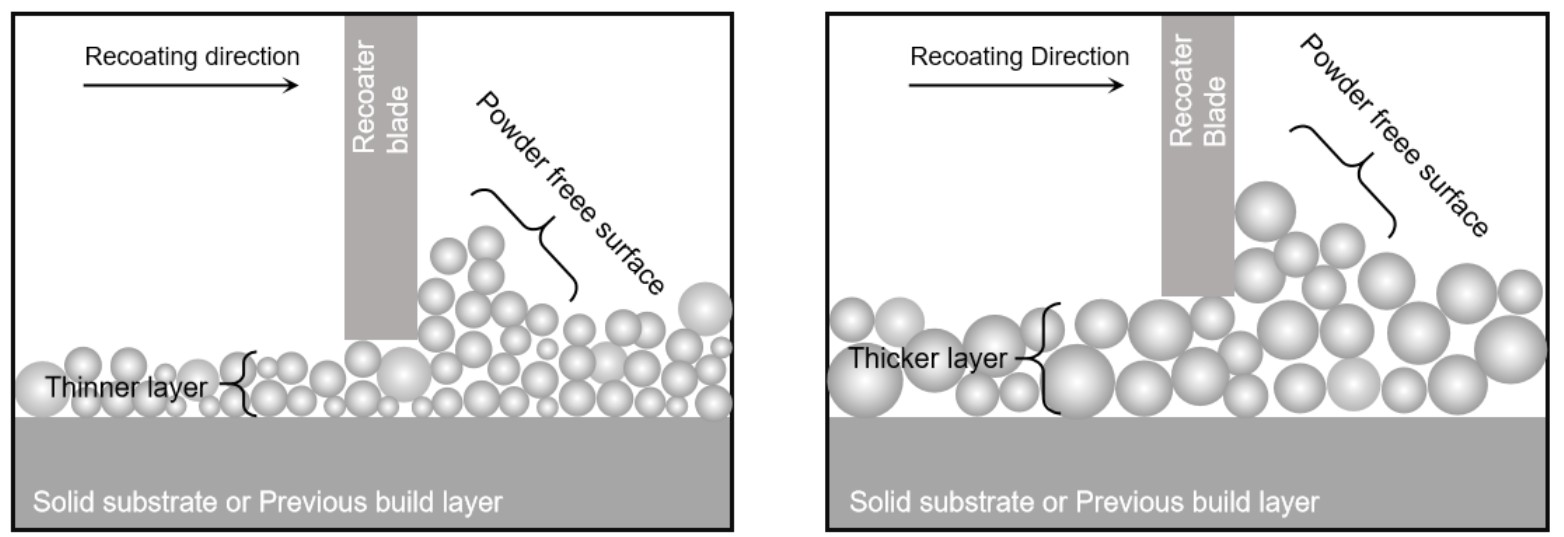
Figure 1. Schematic of AM powder spreading process with a recoater blade
1.2 Impact of particle shape
Particle sphericity significantly affects performance in the 3D printing process. Ideally, powders used in 3D printing should have a high degree of sphericity to promote good flow and achieve uniformity at higher layer densities. Conversely, irregular powder particles impede flowability, leading to increased gaps and voids in the powder bed, as illustrated in Figure 2.
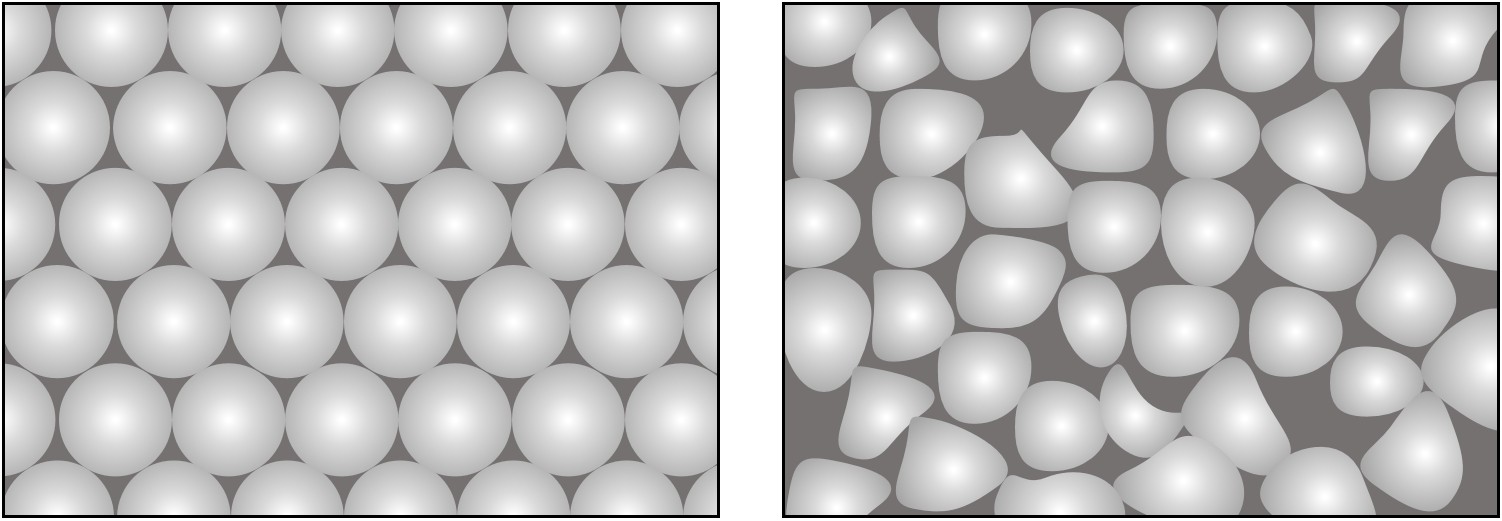
Figure 2. Packing of regular (spherical) and irregular particles
1.3 Impact of powder bulk density and flowability
Powder bulk density and flowability are key parameters that affect both the packing density of the printed layer and the density of the molded part. PSD critically influences bulk packing density by determining the efficiency of void filling. An optimal PSD facilitates maximum interparticle contact and minimizes voids, enhancing packing density; In contrast, a sub-optimal PSD can lead to significant void formation and reduced density due to the entrapment of fine particles in the gaps between coarse particles, resulting in a wedging effect.[3] As shown in Figure 2, higher bulk density of the powder correlates with greater density in the resulting part during the molding process, while low packing density leads to porosity and rough surface deformation.[4] Good flowability ensures uniform spreading of the powder during the printing process, preventing buildup and uneven layering, while improving surface finish and dimensional accuracy of the part. Therefore, optimizing both powder bulk density and flowability is key to ensuring the quality and efficiency of 3D printing.
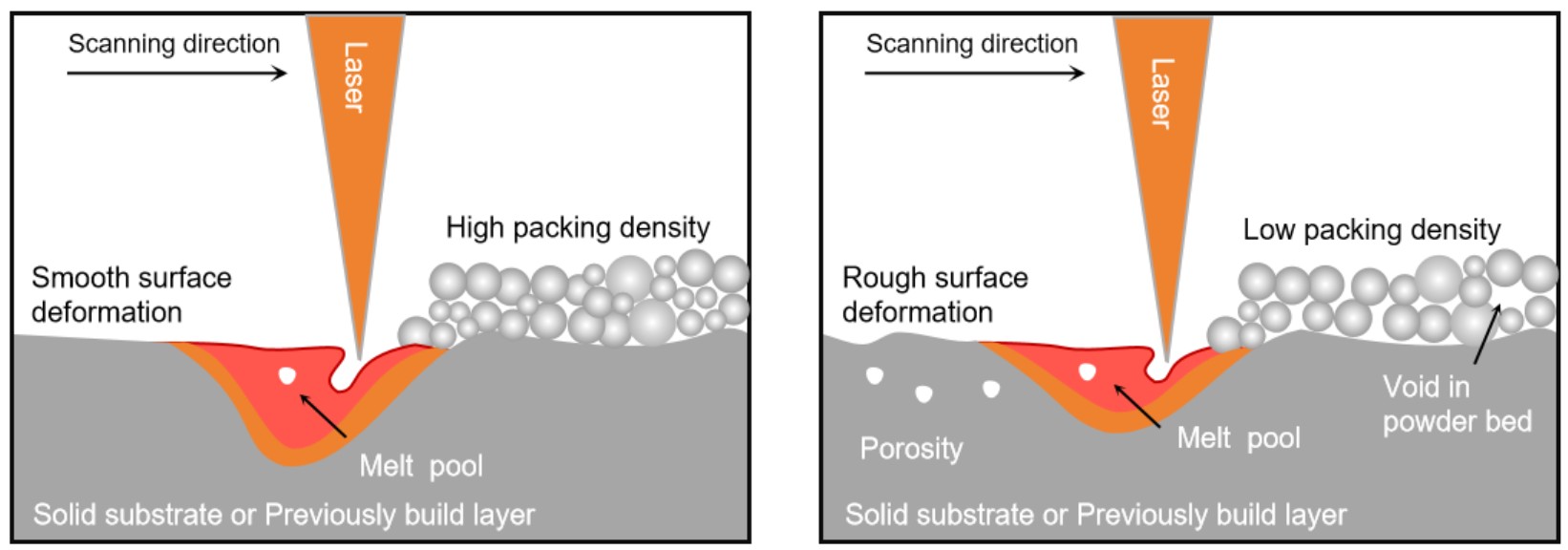
Figure 3. Schematic illustration of the Laser Powder Bed Fusion (LPBF) process with high and low powder bed density
This application note presents a thorough investigation of the particle and powder properties of four alloy metal powders. It employs laser diffraction technology to measure particle size distribution and dynamic imaging to assess particle shape using the Bettersizer 2600 Plus, along with evaluations of bulk density and flowability. By examining how microscopic particle characteristics influence macroscopic powder properties, this study offers valuable insights for analyzing the physical properties of powders used in 3D printing.
Experimental Procedures
The particle size distribution of powder particles was measured using the Bettersizer 2600 Plus laser diffraction particle size analyzer. The principle of laser diffractionrelies on detectors capturing the scattering patterns of individual particles when the laser beam strikes the particles in the sample cell, as shown in Figure 4. Utilizing Mie scattering theory, the scattered light signals are converted into particle size distribution information.
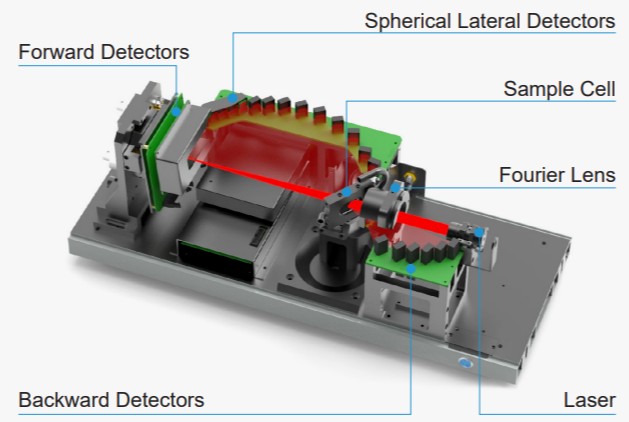
Figure 4. Setup of the Bettersizer 2600 Plus laser system
The PIC-1 module of the Bettersizer 2600 Plus is employed to characterize particle shape using dynamic imaging. As shown in Figure 5, this method employs two LED lights to illuminate the dispersed particles as the sample flows through the sample cell. Two cameras, one with 0.5x magnification and the other with 10x magnification, capture clear images of each particle.
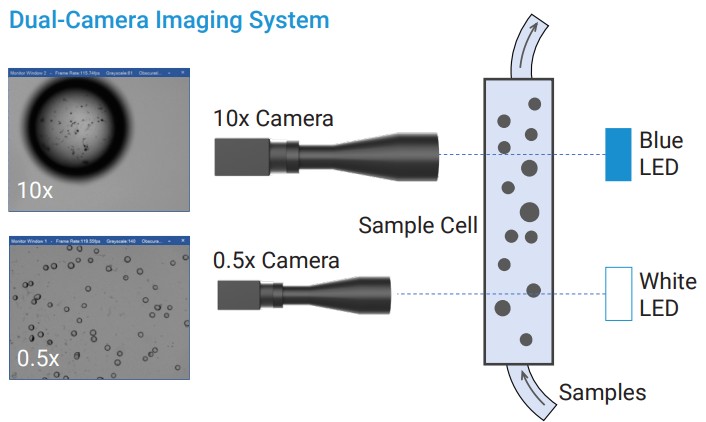
Figure 5. Setup of the PIC-1 dynamic imaging system of Bettersizer 2600 Plus
The flow rate and bulk density of metal powders are measured using an HFlow 1 flowmeter funnel in accordance with ASTM B213 and ASTM B212 standards. The HFlow 1 can be set up with Hall (2.5 mm orifice), Carney (5 mm orifice) and Gustavsson (2.5 mm orifice) funnels. In this case, flowability is determined by measuring the time it takes for 50 g of powder to pass through a Hall funnel. Bulk density is assessed by measuring the density of the powder that naturally falls through the same Hall funnel into a 25 ml measuring cup.

Figure 6. Setup of HFlow 1 with Hall, Carney and Gustavsson funnels
Result and discussion
1.1 Particle size and distribution
The results of the particle size analysis are presented in both Figure 7 and Table 1. The D50 values for samples #1–4 are 42.62 µm, 37.75 µm, 37.57 µm, and 34.68 µm, respectively. Notably, samples #2 and #3 show similar D50 values, indicating comparable particle sizes. Sample #1 has a relatively larger particle size, exhibiting coarser characteristics, while sample #4 has the smallest particle size, suggesting finer particles.
Additionally, the Span values, calculate using the equation: Span = (D90 − D10) / D50), reveal that sample #2 has a narrower particle size distribution compared to the other three samples.
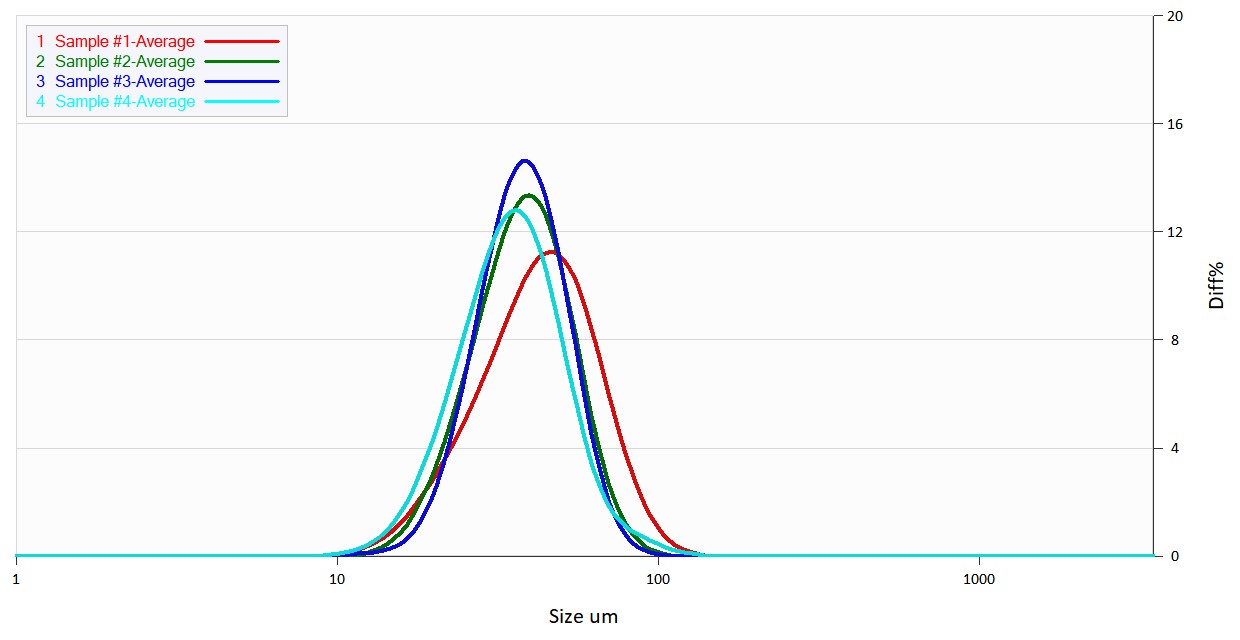
Figure 7. Particle size distribution of 4 samples
Table 1. Results of particle size measurement
| Powder Name | D10 (μm) | D50 (μm) | D90 (μm) | Span |
| Sample #1 | 22.95 | 42.62 | 70.59 | 1.093 |
| Sample #2 | 23.15 | 37.75 | 57.90 | 0.925 |
| Sample #3 | 24.51 | 37.57 | 56.21 | 0.917 |
| Sample #4 | 20.92 | 34.68 | 55.78 | 1.008 |
1.2 Particle shape
More than 20,000 particles from each sample were measured over time using the Bettersizer 2600 Plus equipped with both the PIC-1 and BT-812 models. Figure 8 displays images of individual particles from the four test powders captured during shape evaluation.
The circularity (C) of all samples is detailed in Table 2. Circularity is calculated automatically by the Bettersize software using the equation, where A is the projected area of a particle and P is the perimeter of the projected area. This metric provides a measure of the similarity of the particle to a sphere, with a value of 1 indicating a perfect circle. The value Cx denotes the circularity of particles at x% accumulation.
As shown in Table 2, sample #3 exhibits poorer circularity, while the remaining three samples demonstrate similar circularity values.
Sample#1
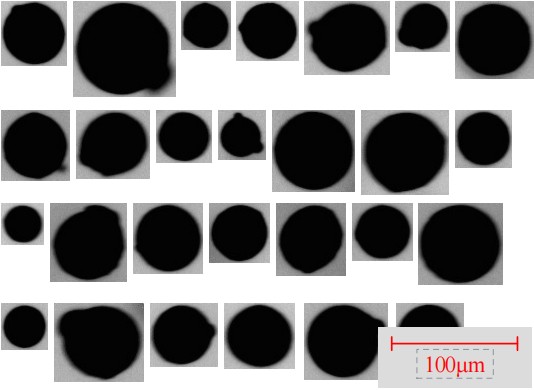
Sample#2
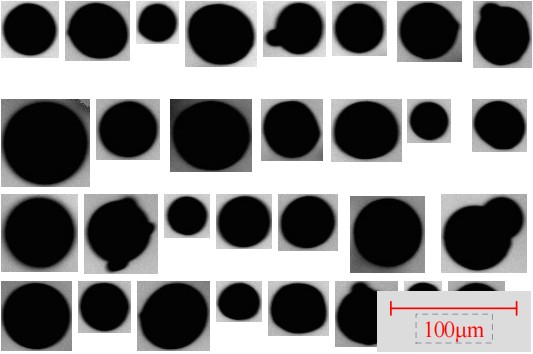
Sample#3
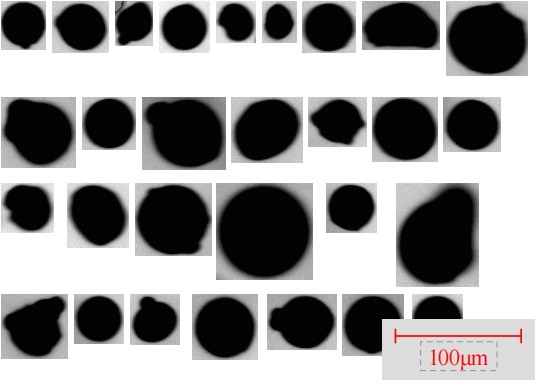
Sample#4
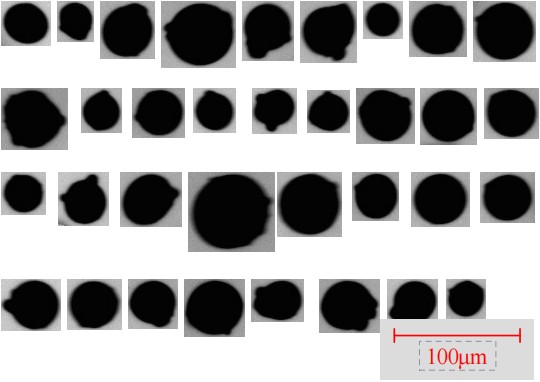
Figure 8. Particle images from PIC-1
Table 2. Circularity evaluation of four samples
| Powder Name | Number of Detected Particles | C10 | C50 | C90 |
| Sample #1 | 21357 | 0.874 | 0.935 | 0.957 |
| Sample #2 | 23985 | 0.886 | 0.938 | 0.956 |
| Sample #3 | 23063 | 0.867 | 0.928 | 0.918 |
| Sample #4 | 27105 | 0.870 | 0.932 | 0.960 |
1.3 Flowability and bulk density
Table 3 illustrates the relationship among particle size, particle shape, bulk density, and flowability characteristics of the four samples. Comparing samples #1 and #2, it is clear that these samples exhibit similar sphericity. As particle size decreases, both bulk density and flowability also decline.
In the comparison of samples #2 and #3, they have similar particle size. Sample #3's poorer sphericity results in lower packing density due to the effects of particle filling and bridging, and its flowability decreases due to increased interparticle friction.
Consequently, it can be concluded that the packing properties and flowability of powders are influenced by both particle size and shape. To better understand these relationships and maintain quality control of the feedstock, it is essential to investigate particle size distribution, particle shape, bulk density, and flowability.
Table 3. Summary of particle size, particle shape, bulk density and flowability
| Powder Name | D50 (μm) | C50 | Bulk density (kg/cm3) | Flow rate (s/50g) |
| Sample #1 | 42.62 | 0.935 | 4.22 | 21.2 |
| Sample #2 | 37.75 | 0.938 | 4.13 | 22.3 |
| Sample #3 | 37.57 | 0.928 | 4.02 | 25.8 |
| Sample #4 | 34.68 | 0.932 | 4.05 | 26.1 |
Conclusion
This study underscores the critical role of metal powder characteristics in additive manufacturing, specifically the optimization of particle size distribution, particle shape, bulk density, and flowability to achieve superior quality in 3D printed powders. The methodologies introduced, including laser diffraction and dynamic imaging using the Bettersizer 2600 Plus, along with the HFlow-1 funnel flowmeter, provide a solid foundation for enhancing powder properties and advancing the capabilities of 3D printing technology.
Reference
[1] K. Abd-Elghany, D.L. Bourell, Property evaluation of 304L stainless steel fabricated by selective laser melting, Rapid Prototype. J. 18 (2012) 420–428.
[2] Gibbons, D.W., Govender, P. & van der Merwe, A.F. Metal powder feedstock evaluation and management for powder bed fusion: a review of literature, standards, and practical guidelines. Prog Addit Manuf 9, 805–833 (2024).
[3] Panwisawas, C., Tang, Y.T. & Reed, R.C. Metal 3D printing as a disruptive technology for superalloys. Nat Commun 11, 2327 (2020).
[4] A.K.H Kwan, K.W. Chan, V. Wong. A 3-parameter particle packing model incorporatin
About the Authors
 |
Perfil Liu |
Bettersizer 2600 PlusAdvanced Particle Size and Shape Analyzer
|
|
LOGIN TO ACCESS EXCLUSIVE CONTENT
More Resources Including
- Application Notes & Collections
- Webinars & Workshops
- Presentations & Videos
- Monthly Newsletters
- Exclusive Events...

Recommended articles
Rate this article