Monitoring the Powder Characteristics of Milk Powder
2021-05-08Application Note
This application note investigates how fat content influences milk powder characteristics by analyzing skimmed and whole milk powder from various brands, crucial for production and quality control.
| Product | PowderPro A1 |
| Industry | Food and Drink Analysis |
| Sample | Milk Powder |
| Measurement Type | Powder Characteristics |
| Measurement Technology | Powder Characterization |
Jump to a section:
Introduction
Milk powder is a powdered solid made from fresh milk after sterilization, homogenization, concentration, and spray drying. It can be used as a substitute for fresh milk in the food and drinks industry, or an auxiliary material for food processing. Milk powder is divided into either skimmed or whole milk powder depending on its fat content. Skimmed milk powder contains little (≤1.5%) or no fat, while whole milk powder normally contains between 26% and 40% fat. Fat content is one of the factors that directly affects a milk powder’s functional properties, for instance, the flowability. Too much fat may result in lactose crystallization or an oxidation reaction of the milk powder particles, which will change the morphological structure and the powder properties of milk powder. When the fat in milk powder is melted (a process in whole milk powder production), the fat globules of milk powder affected by the surface tension are likely to form a weak network structure. Then, free fatty acids will be formed because these weak network structures are easily broken and will migrate to the surface of the milk powder particles.
Free fatty acids are readily oxidized and produce volatile compounds, such as aldehydes, ketones or lactones, thus causing an off flavor to the milk powder. These surface fats are prone to form hydrophobic layers on the powder particles’ surface, which leads to a decreased flowability and changes the rehydration characteristics of the milk powder. In addition, the surface fat forms a weak bridge structure between the milk powder particles, which accelerates the agglomeration of these particles, thus further reducing the flowability of the powder.
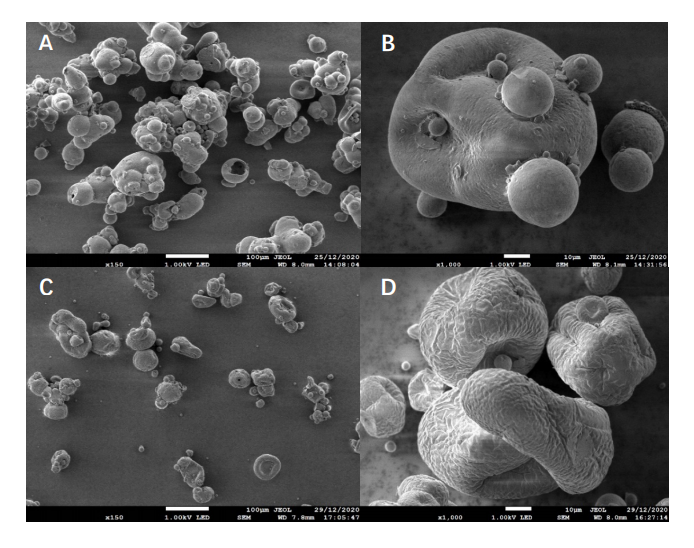
In this study, skimmed milk powder and whole milk powder from different brands (Y, M, A and D) were selected as testing samples, and their compositions and morphology structures are shown below.
| Composition (/100g) | Whole Milk Y | Skimmed Milk Y | Whole Milk M | Skimmed Milk m | Whole Milk A | Skimmed Milk A | Whole Milk D | Skimmed Milk D |
| Moisture | 2.62 | 3.61 | 3.47 | 4.92 | 4.12 | 4.34 | 4.71 | 4.52 |
| Fat | 21.10 | 1.20 | 28.80 | 0.80 | 28.57 | 0.57 | 26.60 | 1.20 |
Measurement of Angle of Repose
In order to verify the influence of fat content on the characteristics of milk powder, this application note will investigate the powder properties of different brands of skimmed and whole milk powder, with the powder characteristics tester PowderPro A1 (Bettersize Instruments Ltd).
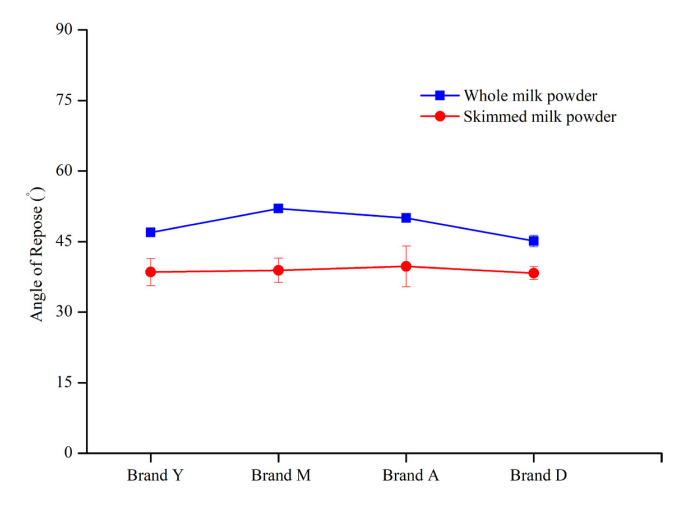
Angle of repose is one of the key indicators determining a powder’s flowability. Generally, the smaller the angle of repose, the higher the powder flowability. As shown in Figure 2, the angles of repose for the whole milk powders from all four brands are larger than that of skimmed milk powders, which is probably related to the fat content of the milk powder.
In the production process of whole milk powder, the interwoven fat particles are concentrated on the surface of the milk powder particles, and then aggregate into larger particles, leading to the angle of repose of whole milk powder being greater than that of skimmed milk powder.
Compared with other brands of milk powder, Brand M’s whole milk powder has the highest angle of repose, which may be due to its highest fat content (28.80%) among the four brands. It should be noted that the angle of repose for sample D is lower than the others and thus should produce a higher degree of flowability. We will test if this is the case later in the results.
Measurement of Angle of Spatula
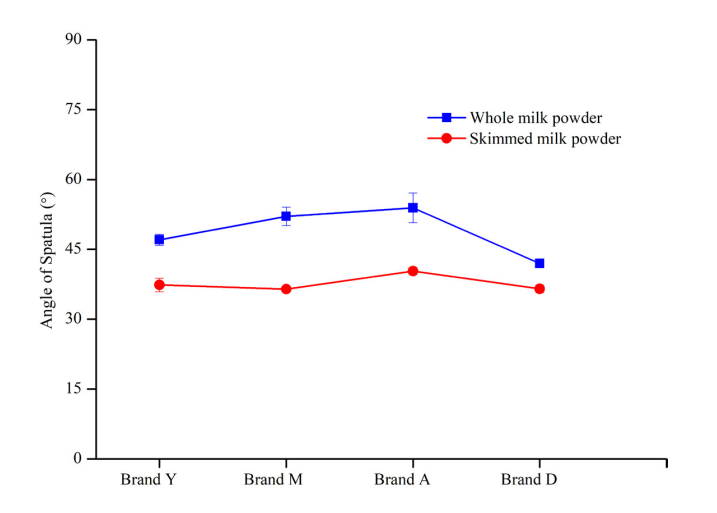
Angle of spatula is the average of the included angle (between the inclined plane and the horizontal plane) of powder before and after being shocked on the spatula. The angle of spatula is related to the flowability of milk powder, which is similar to the angle of repose.
As shown in Figure 3, the angle of spatula of all brands of skimmed milk powders were lower than those of whole milk powders, which again indicates that the particles of skimmed milk powder have better flowability than the whole milk powder. It was noted that sample D of the whole milk powders yet again has the lowest angle of spatula and thus should be more free flowing.
Measurement of Bulk Density and Tapped Density
Two powder densities are usually measured: bulk density and tapped density. When measuring the bulk density, the powder must be in its aerated state. When measuring tapped density, the step of powder compaction is necessary.
Generally, when the weight of milk powder is the same, the smaller the bulk density of milk powder is, the greater the volume occupied by milk powder is. As shown in Table 2, the bulk density of whole milk powder is lower than that of skimmed milk powder, which may be closely related to the plasticity of fat. The water molecules inside the fat particles tend to expand outward and cause the fat particles to form regular globule structures, resulting in a larger volume occupied by the whole milk powder particles than that by the skimmed milk powder particles. In addition, it can be seen from Figure 1B and 1D that the globule structure of fat particles in whole milk powder takes up a larger volume, while the flat structure of skimmed milk powder particles usually takes up a smaller volume.
| Whole Milk Powder | Skimmed Milk Powder | |||||
| Brand | Bulk Density
(g/cm3 )
|
Tapped Density
(g/cm3 )
|
Compressibility
(%)
|
Bulk Density
(g/cm3 )
|
Tapped Density
(g/cm3 )
|
Compressibility
(%)
|
| Brand Y | 0.47 | 0.64 | 25.56 | 0.47 | 0.63 | 25.40 |
| Brand M | 0.41 | 0.55 | 25.45 | 0.5 | 0.57 | 12.28 |
| Brand A | 0.41 | 0.57 | 28.07 | 0.53 | 0.65 | 18.46 |
| Brand D | 0.43 | 0.58 | 25.86 | 0.47 | 0.59 | 20.33 |
| Flowability Index | 0-19 | 20-39 | 40-59 | 60-69 | 70-79 | 80-89 | 90-100 |
| Evaluation | Very Bad | Bad | Not Good | Normal | Good | Fairly Good | Very Good |
Calculation of Compressibility
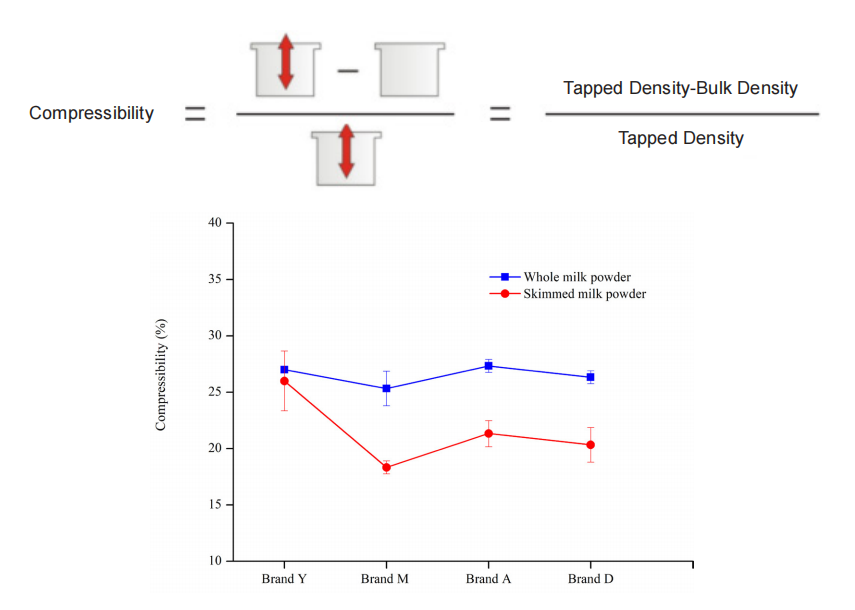
Compressibility is an important parameter calculated by the bulk and tapped density. Usually, when the compressibility is smaller, the flowability of powder is greater.
It can be observed from Figure 4 that the compressibility of all brands of skimmed milk powder is much lower than that of whole milk powder. The morphological structure of whole milk powder is mostly globular (Figure 1B), the voidage between powder particles is larger, and the tapped density changes greatly after the shock of mechanical tapping, leading to a larger value of compressibility. The morphological structure of skimmed milk powder is mostly flat (Figure 1D), the voidage between particles is small, so its density has changed to a lesser extent than the change experienced by the whole milk powders.
Calculation of Flowability
Flowability is a weighted sum of angle of repose, compressibility, angle of spatula, uniformity or cohesion. It is used to evaluate the flowability of powders comprehensively and describe the flowing characteristics of powders under gravity, with a range of 0~100, as shown in Table 3.
Flowability is an important index to evaluate the comprehensive properties of powders especially in the transportation of either within the manufacturing process or by truck. In the process of pipeline transportation, powder particles with good flowability have weak agglomeration potential and do not easily clog up or adhere to the inner wall of the pipeline. Therefore, for the
milk powder with poor flowability, manufacturers should pay special attention to the occurrence of powder agglomeration and clogging of the pipeline during production.
Based on the above analysis and flowability index (Table 4), it can be concluded that the flowability of the skimmed milk powders with their higher flowability values is better than the flowability of the whole milk powders. Besides, within their groups the best flowability among the whole milk powders was sample D, and the best flowability among the skimmed milk powders was sample D as well.
| Sample |
Angle of Repose (°)
|
Angle of Spatula
(°)
|
Compressibility
(%)
|
Uniformity | Flowability | Flowability Evaluation |
| Y (Whole) | 46.93 | 47.07 | 26.56 | 2.57 | 63 | Normal |
| M (Whole) | 52.03 | 52.09 | 25.45 | 2.42 | 63 | Normal |
| A (Whole) | 50.02 | 53.92 | 28.07 | 2.41 | 63 | Normal |
| D (Whole) | 45.13 | 42.02 | 25.86 | 2.71 | 69 | Normal |
| Y (Skimmed) | 38.55 | 37.36 | 25.40 | 2.64 | 74 | Good |
| M (Skimmed) | 38.90 | 36.46 | 12.28 | 2.42 | 78 | Good |
| A (Skimmed) | 39.75 | 40.35 | 18.46 | 2.61 | 71 | Good |
| D (Skimmed) | 38.30 | 36.51 | 20.33 | 2.43 | 79 | Good |
Conclusion
Overall, for four types of milk powder, the flowability index of skimmed milk powders were higher than those of the whole milk powders, due to much lower fat content of skimmed milk powders.
In addition, skimmed milk powder sample D had the highest flowability and from a process perspective only minor vibration may be needed from time to time to alleviate process hold up. Its angle of repose and angle of spatula were the lowest and it had the best uniformity, all of which were predicted to confirm its better flowability.
To sum up, the powder flowability is affected by many factors besides fat content and therefore, in the production and quality control of milk powder, it is essential to detect and monitor the characteristics of milk powder by utilizing a powder characteristics analyzer.
About the Author
| Fangfang Zhang, Zhibin Guo, David Pugh Application Engineers @ Application Research Lab, Bettersize Instruments |
|
PowderPro A1 The PowderPro A1 integrates many state-of-the-art technologies such as intelligent control via Wi-Fi , image processing technology, sieve analysis and 3D electromagnetic vibration technology.
|
 |
LOGIN TO ACCESS EXCLUSIVE CONTENT
More Resources Including
- Application Notes & Collections
- Webinars & Workshops
- Presentations & Videos
- Monthly Newsletters
- Exclusive Events...

Recommended articles
Rate this article