レーザー回折法と動的画像解析の融合による研磨材の特性評価向上
2022-04-08Application Note
粒径だけで研磨材の均一性を保証することは難しく、研磨材業界では粒子の形状も重要な品質管理項目として認識されています。Bettersizer S3 Plusは、レーザー回折法と動的画像解析を組み合わせることで、粒径と形状を同時に測定し、従来のレーザー回折装置以上の詳細な情報を提供いたします。
使用機種:Bettersizer S3 Plus
業界:研磨材
測定対象:コランダム
測定項目:粒径・粒子形状
測定技術:レーザー回折法、動的画像解析
目次
-
はじめに
-
研磨材の特性
-
測定技術の概要
-
粒径と形状の包括的評価
-
微細粉末中の過大粒子検出
-
まとめ
はじめに
研磨材とは、軟らかい材料の切断・研削・研磨に用いられる素材で、天然または合成の鉱物からなります。部品の形状や表面を目的の仕様に仕上げるために使われ、産業界で広く利用されています。天然研磨材にはエメリ―、石英、コランダム、ダイヤモンド、ガーネットがあり、合成研磨材としては合成ダイヤモンドや窒化ホウ素、炭化ケイ素などがあります。安定した供給と特性の均一化のため、多くの場合合成研磨材が採用されています。たとえばダイヤモンドは天然でも存在しますが、工業用途ではほとんどが合成品です。
研磨材は摩擦によって表面を削る役割を持ち、家庭用から工業用まで用途は多岐にわたります。木工用の紙やすりや、自動車の鏡面仕上げ用の研磨剤、さらには歯磨き粉の研磨材まで、粒径や形状が製品性能に大きく影響します。特に歯磨き粉に含まれる研磨材は、歯へのダメージを抑えつつ汚れを落とす適切な粗さが求められます。
研磨材の特性
すべての研磨粉末は材料を除去する目的で作られており、選定の際にはそれぞれの特性を考慮する必要があります。研磨材の特性に影響を与える主な要因には、硬さ、自己鋭利性、粒径、粒子形状があります。硬さはモース硬度、ビッカース硬度、クヌープ硬度などの尺度で評価され、これによりどの材料が他の材料を傷つけられるかが判断されます。研磨材の硬さは、加工対象の材料よりも高くなければなりません。モース硬度で最も硬い材料はダイヤモンドで、その値は10に達し、このスケールで最大値となります。一般的な鉱物は多くが7以上の硬度を持っています。
| Abrasive Materials | Diamond | Garnet | Corundum | Silicon Carbide | Zirconium Oxide |
| Mohs | 10 | 7-8 | 9 | 9-9.5 | 7.5 |
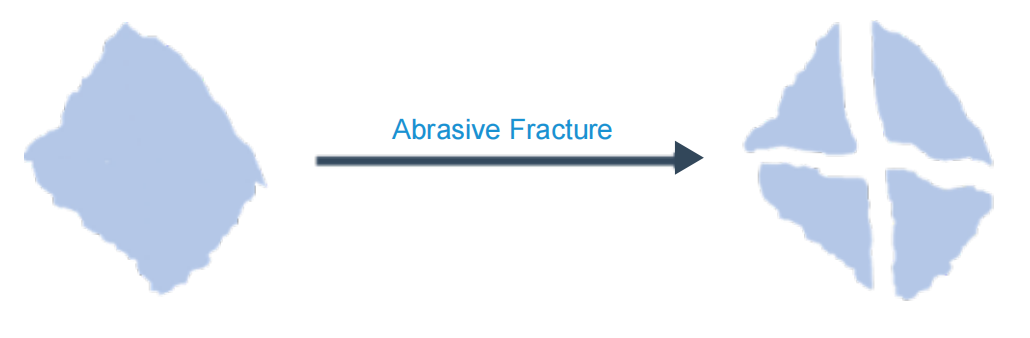
研磨砥粒を研削ホイールに使用する際は、自己研磨性を考慮する必要があります。これは、砥粒が摩耗して鈍くなると研削力が増し、その力で砥粒が破砕されて新しい鋭い粒子が露出し、再び切れ味が回復する特性を指します。理想的な砥粒は、摩耗に強く耐久性がありながら、鈍化する前に適度に破砕して切削性能と仕上げ品質の両方を両立させます。砥粒の粒径は性能に大きく影響し、用途に応じて約10μmから2mmの範囲で分類・調整されます。
従来は精密な金属ふるいを用いて粒径を測定してきました。ふるい目の「グリット数」は1インチあたりの開口数を表し、粒径の目安になります。しかし、この方法は粒子の最長径ではなく、二番目に長い径を測定するため、球状に近い粒子には適していますが、不規則な形状の砥粒には最適とは言えません。用途に適した粒径を選ぶことで、金属、木材、プラスチックなどの加工や仕上げで安定した高品質な仕上がりが期待できます。
以下の表は、加工工程ごとの代表的なグリットグレードを示しており、粒径が小さいほどグリット数は高くなります。
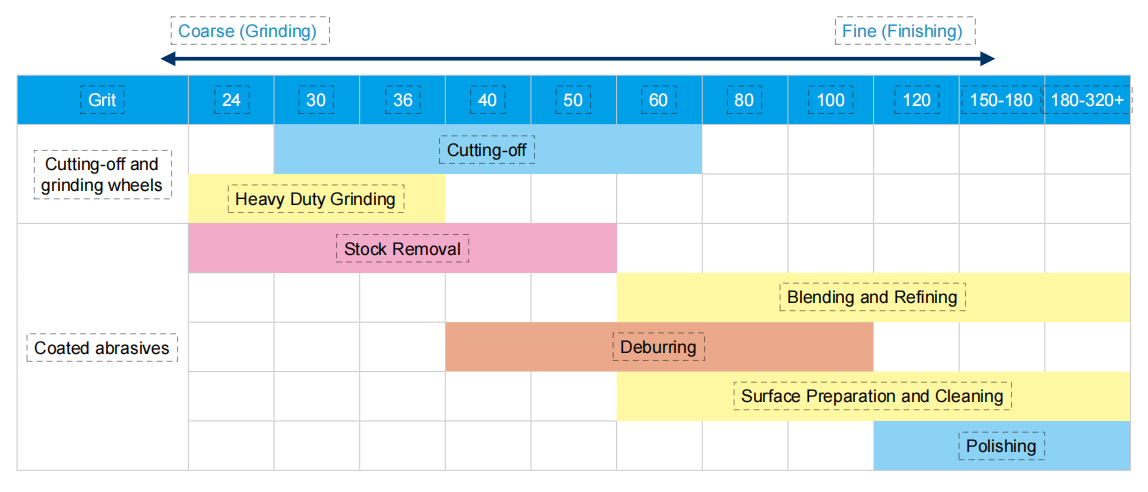
表2に示すように、すべての工程に対応できる単一の研磨材は存在しませんが、多様なグレードと種類の研磨材から、用途に最適なものを選択することが可能です。研磨材の粒径分類にはさまざまな規格があり、代表的なものに欧州規格のFEPAグレーディングシステムがあります。その他、日本工業規格(JIS)、米国のANSI、米国のCAMI(コーティング研磨材規格)など、世界各国に複数の規格が存在します。FEPAのグリットサイズは「F」を頭につけて表記され(例:F220)、従来はふるい分けや沈降法によって粒径が評価されてきました。研磨材はふるいサイズに基づくマクログリット(F4〜F220)と、沈降法によるマイクログリット(F230〜F2000)の2つのカテゴリーに分けられます。
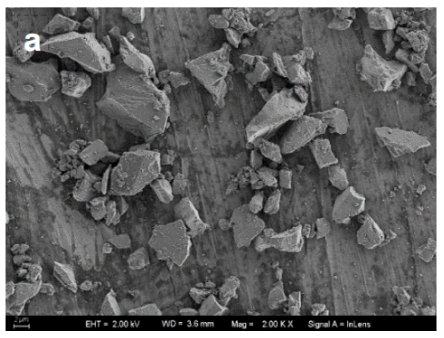
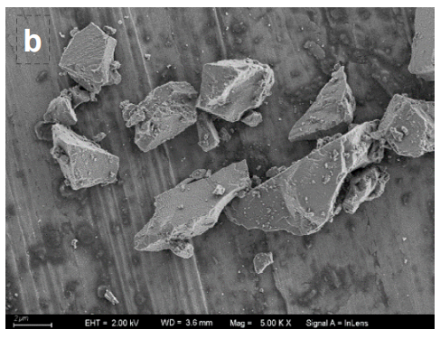
粒径に加えて、研磨材の性能に重要な影響を与えるもう一つの要素が粒子形状です。従来、研磨粉末は粒径のみを測定するシステムで品質管理されており、形状情報は得られていませんでした。粒径のみの測定システムでは粒子を球体とみなしてサイズを算出するため、低アスペクト比の粉末には適していますが、形状が性能に直結する場合には不十分です。図2および図3は、よく使用される研磨材の一つであるジルコニアのSEM画像で、鋭利なエッジがはっきり確認できます。
研磨材の形状は「角ばった形」「塊状」「半円形」「球形」など様々です。角ばった研磨材は鋭いエッジを持ち、基材に強固に付着した汚れや材料を効率よく除去します。硬い角ばった研磨材の鋭いエッジは基材表面に深い凹凸を作り、表面積を増加させることで塗膜の機械的密着を向上させます。
この鋭利なエッジはSEM画像や動的画像解析(DIA)で捉えられますが、ふるい分けや沈降法、従来のレーザー回折法では観測できません。もし粒子がすべて丸く滑らかであれば、研磨性能は低下します。切れ味のあるエッジを持つ粒子は、接触面積を減らし局所的な接触圧を高めることで効果的に材料を除去します。
測定技術について
研磨材の伝統的な測定方法であるふるい分析は、微細粒子の測定が困難であり、形状の偏りも影響します。現在では、レーザー回折法がふるい・沈降法に代わり主流となりつつあり、特に微細粒子の測定に優れています。
Bettersizer S3 Plusはマクログリットとマイクログリットの両方を正確に測定可能で、0.01〜3500μmの広範囲な粒径をカバーしています。これはレーザー回折法と動的画像解析の二つの技術を組み合わせているためです。
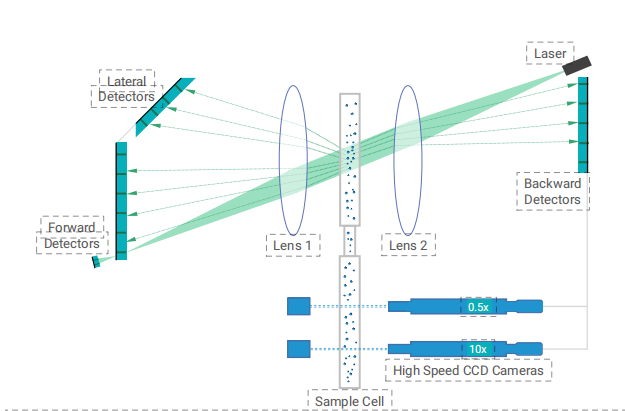
図4はBettersizer S3 Plusに搭載されている、レーザー回折法と動的画像解析を組み合わせた測定原理の模式図です。
本装置はレーザー回折による粒径測定に加え、0.5倍と10倍の2つの高速度CCDカメラを搭載し、試料の画像を取得します。試料は測定セルを通過し、532nmの短波長レーザー光が粒子に散乱し微細粒子の測定が可能です。一方でCCDカメラは2〜3500μmの粒子画像を連続撮影し、マクログリットの形状解析を実施します。
レーザー回折法と動的画像解析はそれぞれ特長があります。レーザー回折法は微細粒子や広い分布範囲の測定に優れますが、1mm以上の大粒子の定量精度は低下しやすく、粒子数が少ないと統計的な信頼性が不足します。また粒子を等価球として扱う制約もあります。この点、Bettersizer S3 Plusは大粒子の測定をレーザー回折に頼らず、動的画像解析で粒子形状を多角的に評価できるため、粒径と形状の両面から高精度な測定を実現しています。

動的画像解析では、各粒子の形状を明瞭に観察・測定することができ、形態パラメータの算出も可能です。特に大粒子においては、サイズや形状だけでなく、粒子数の絶対値まで取得できるため、測定精度が非常に高くなります。一方で、粒子サイズが小さくなるにつれてCCDカメラの解像度の限界により、画像解析の精度はやや低下します。
この課題に対応するために、Bettersizer S3 Plusでは、レーザー回折法と動的画像解析の両技術を融合するという革新的な手法を採用しています。これにより、粒径10 nmまでのサイズ測定と、2 μm以上の粒子の形状解析を一台で実現。広範囲の粒径分布に対応しながら、形状測定にも対応することで、粒子特性評価の精度と汎用性が大きく向上します。
粒子径と形状情報を包括的に評価
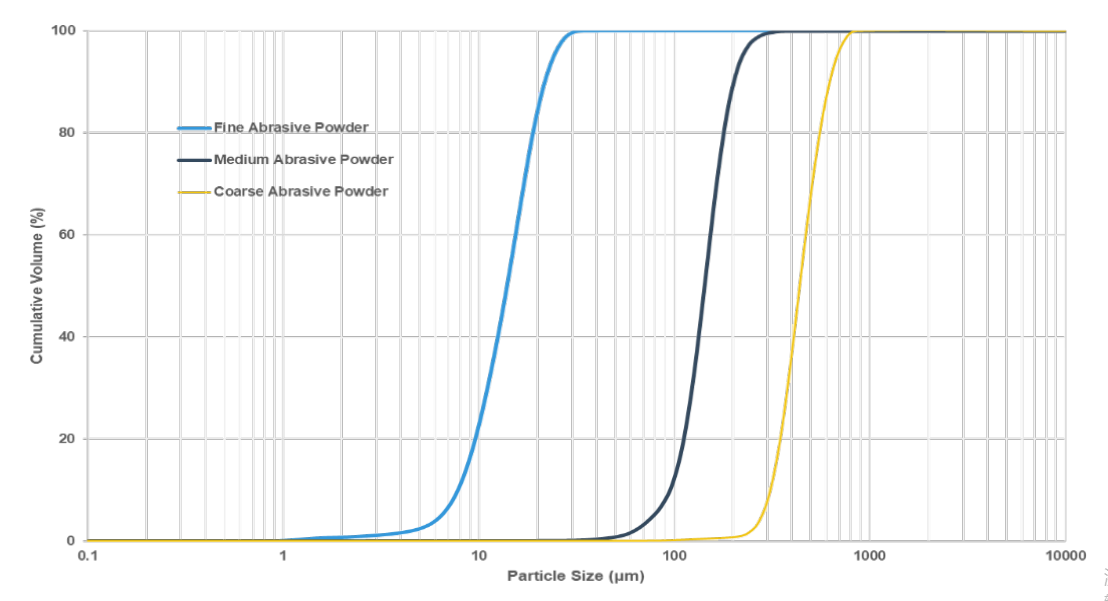
以下は、レーザー回折と動的画像解析を同時に用いて研磨材を評価した事例です。3種類のコランダム研磨材(微粒、中粒、粗粒)を対象に、Bettersizer S3 Plusによって粒子径および形状の両方を測定しました。各サンプルの粒子サイズの違いはもちろん、形状パラメータの比較を通して、それぞれの物理的特徴を明確に示します。
| Sample |
D10 (μm)
|
D50 (μm) | D90 (μm) | Aspect Ratio | Circularity |
| Fine Abrasive Powder | 7.837 | 14.5 | 25.43 | 1.502 | 0.857 |
| Medium Abrasive Powder | 95.82 | 143.3 | 203.3 | 1.489 | 0.860 |
| Coarse Abrasive Powder | 311.4 | 439.3 | 618.8 | 1.522 | 0.861 |
| Image | 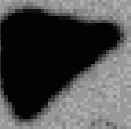 |
 |
 |
 |
|
Length (μm)
|
594.3 | 421.3 | 412.3 | 586.3 |
| Width (μm) | 423.8 | 359.6 | 350.6 | 306.3 |
| Diameter (μm) | 423.8 | 359.6 | 350.6 | 306.3 |
| Circularity (μm) | 0.808 | 0.841 | 0.855 | 0.782 |
| Convexity (μm) | 0.930 | 0.944 | 0.948 | 0.940 |
| Aspect Ratio (μm) | 1.402 | 1.172 | 1.176 | 1.916 |
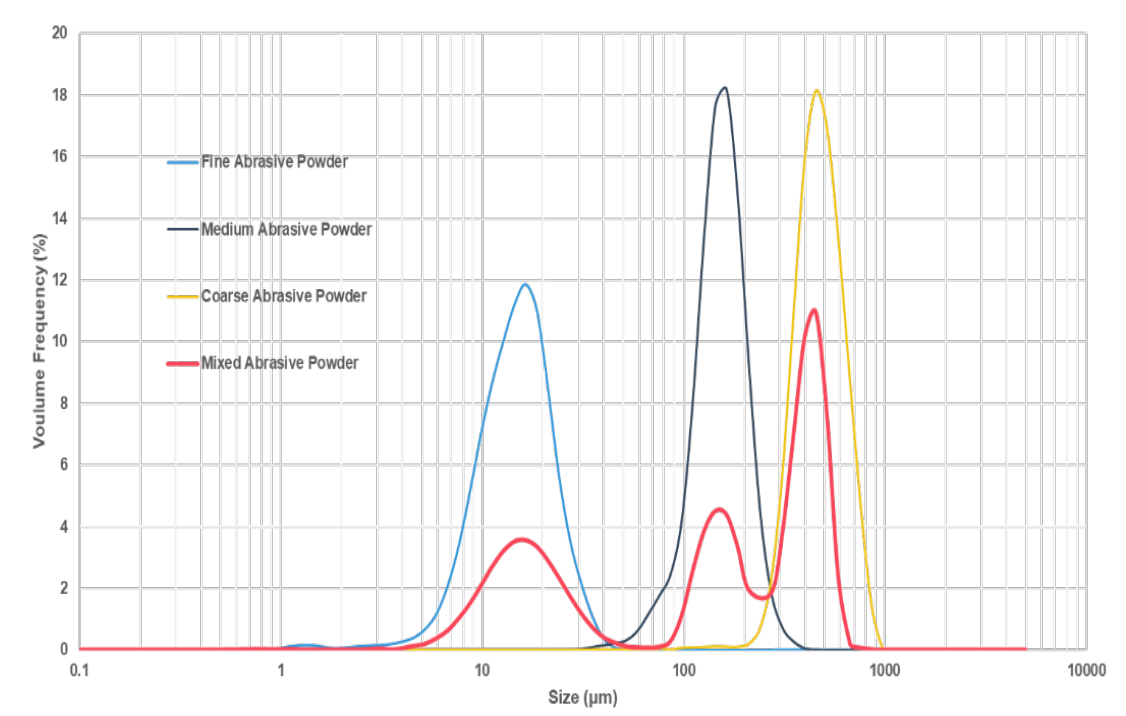
図5に示されているように、3種類の粒度(微粒・中粒・粗粒)の研磨粉末を評価した結果、粒子径の順位は予想通りとなりました。粒子が大きいほど衝撃力が大きくなり、より早く表面を除去し、粗い仕上がりを与えることが予測されます。
興味深いことに、粒径が異なるにもかかわらず、各粉末の円形度はほぼ一定であり、製造工程での粉砕処理が適切に管理されていることを裏付けています。
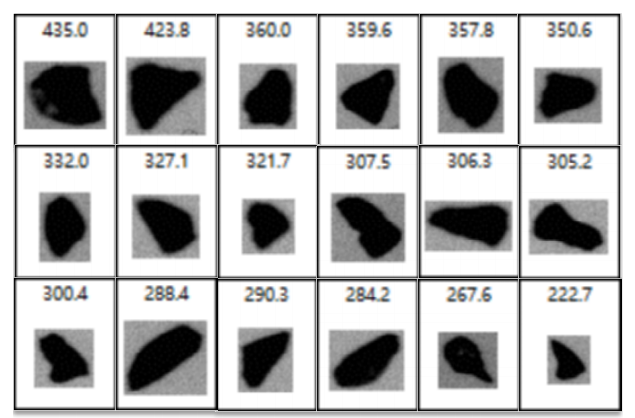
さらに、カウントベースの動的画像解析技術により、Bettersizer S3 Plusは過度に大きい粒子や過度に球状な粒子を個別に特定でき、全粒子のサイズおよび形状データを取得して、個数ベースの分布や各種パラメーターを出力することが可能です。図6には、粗粒の研磨粉末中の個々の粒子画像が表示されており、各粒子の上に表示された値は、ユーザーが選択した直径(Feret幅またはFeret長など)を示しています。
粒度分布は主要な関心事項ですが、研磨材の粒子は球状とは限らないため、単一の径の測定では不十分です。表6に示す通り、長さや幅、円形度といった情報が必要です。
Bettersizer S3 Plusが算出する代表的な形状パラメーターのひとつに「円形度」があります。粒子が真球に近いほど、円形度は1に近づき、細長い粒子ほどこの値は小さくなります。これらのパラメーターにより、粒子の形態や同一材種における形状差異をより明確に評価することができます。
最後に、微粒・中粒・粗粒の粉末を混合した新たなサンプルを作成し、その粒度分布を図7に示しています。混合物中に3つの元サンプルすべてが含まれていることが確認され、この手法の高い分解能が裏付けられました。
微粉末中の粗大粒子の識別
Bettersizer S3 Plusのユニークな組み合わせ技術により、粒子サイズと形状の詳細な統計解析が可能となり、仕様外の粗大粒子の有無を視覚的に確認することもできます。ある研磨材メーカーが提供した仕様外の粉末製品を調査した結果を図8に示します。
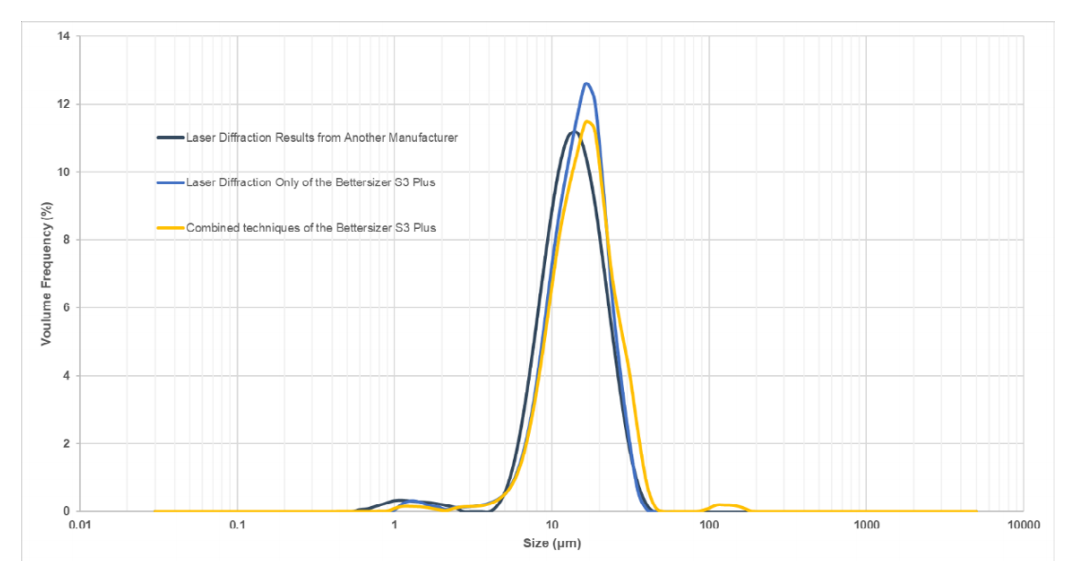
まず、別ブランドのレーザー回折式粒度分布計で測定した結果、粒径約1μmの微細粒子が多数検出され、過剰粉砕が行われたことが示唆されました。
次に、Bettersizer S3 Plusによるレーザー回折測定を実施したところ、主ピークは14μm付近にあり、小ピークが1~2μm付近に現れました。Bettersizer S3 Plusが搭載する「DLOIシステム(Dual Lens & Oblique Incidence)」により、こうした微細粒子の検出感度が非常に高くなっています。
さらに、同製品をレーザー回折と動的画像解析を組み合わせた手法で再測定した結果、120μm付近にも小ピークが存在することが明らかになり、この粉末には望ましくない微粒子だけでなく粗大粒子も混在していることが判明しました。
これを裏付けるため、Bettersizer S3 Plusで得られた粗大粒子の画像とサイズを以下に示します(表7)。
| Image |  |
 |
 |
| Diameter (μm) | 124.1 | 120.2 | 116.6 |
| Image |  |
 |
 |
| Diameter (μm) | 105.0 | 90.00 | 84.59 |
の結果から、本研磨粉末は超微粒子と同様に、仕様外の粗大粒子も含んでおり、メーカーによって仕様外製品と判断されました。今回の事例は、Bettersizer S3 Plusが従来の静的光散乱装置よりも粗大粒子の検出精度に優れ、仕様外製品の迅速な発見に貢献できることを示しています。
結論
研磨材の品質を安定的に維持するためには、粒子の大きさだけでなく「形状」も極めて重要なパラメーターであることは、研磨材業界では広く認識されています。Bettersizer S3 Plusは、レーザー回折法と動的画像解析を組み合わせたユニークな測定手法により、研磨材の粒子径と形状の両方を同時にかつ高精度に測定可能です。
第1の検証では、球状ではない研磨材に対して、粒子径だけでなく形状に関する重要な情報も得られることを示しました。第2の検証では、仕様外の製品中に存在する超微粒子および粗大粒子の両方を明確に検出できることを実証し、本装置の広範な測定レンジと優れた感度を裏付けました。
従来のレーザー回折式粒度分布計では検出が難しかった、わずかに混入した粗大粒子も、Bettersizer S3 Plusでは動的画像解析技術により容易に特定でき、品質管理上の課題解決に大きく貢献します。こうした機能により、Bettersizer S3 Plusは、21世紀の研磨材製造・品質管理において極めて有用なツールとなっています。
著者紹介
 |
Zhibin Guo Application Manager @ Bettersize Instruments |
 |
Dr. Ning Chief Product Officer @ Bettersize Instruments |
|
レーザー回折法と動的画像解析を1台で実現
|
|

LOGIN TO ACCESS EXCLUSIVE CONTENT
More Resources Including
- Application Notes & Collections
- Webinars & Workshops
- Presentations & Videos
- Monthly Newsletters
- Exclusive Events...

Recommended articles
Rate this article