Qualitätskontrolle fortschrittlicher keramischer Produkte mit dem Bettersizer S3 Plus
2022-12-13Application Note
Die weltweite Nachfrage nach Hochleistungskeramik mit ihren einzigartigen thermischen, verschleiß- und korrosionsbeständigen Eigenschaften in den Bereichen Biomedizin, Luft- und Raumfahrt, Präzisionswerkzeuge, Elektronik und Umwelt steigt stetig an. Die Optimierung und Kontrolle der Partikelgrößenverteilung von Pulver zur Verbesserung der Mikrostruktur von Keramikprodukten ist entscheidend für die endgültige Leistungsfähigkeit. Der Bettersizer S3 Plus und der Autosampler BT-A60 bieten Herstellern von Keramikpulver und Keramikprodukten eine hochautomatisierte und zeitsparende Methode zur Messung einer großen Anzahl von Proben. Dank seiner hohen Leistungsfähigkeit und der Kombination mit dynamischer Bildanalyse ist der Bettersizer S3 Plus ein zuverlässiges und leistungsstarkes Werkzeug für die Qualitätskontrolle in allen Prozessen der Keramikherstellung.
| Produkt | Bettersizer S3 Plus |
| Industrie | Ceramics |
| Probe | Alumina powder |
| Messmethode | Partikelgröße, Partikelform |
| Mess-Technologie | Laserbeugung, Dynamische Bildanalyse |
Sprung zu einem Abschnitt:
- Einführung
- Fallstudie 1: Automatische Messung der PSD von Aluminiumoxidpulverproben
- Fallstudie 2: Bestimmung der Homogenität von Aluminiumpulver
- Fallstudie 3: Detektion von Aluminiumpulver-Agglomeraten
- Fazit
Einführung
Die weltweite Nachfrage nach Keramikwerkstoffen mit vielfältigen Anwendungsmöglichkeiten in den Bereichen Biomedizin, Luft- und Raumfahrt, Präzisionswerkzeuge, Elektronik und Umwelt steigt. Hochleistungskeramik erweitert die einzigartigen thermischen, verschleiß- und korrosionsbeständigen Eigenschaften traditioneller Keramik durch eine Erhöhung der Zähigkeit. Eine der wichtigsten Methoden zur Verbesserung der mechanischen Eigenschaften ist die Verwendung von hochreinem und ultrafeinem anorganischem nichtmetallischem Pulver als Rohstoff zur Optimierung der Mikrostruktur von Keramikprodukten. [1] Die Partikelgrößenverteilung (PSD) von Keramikpulver spielt eine entscheidende Rolle für die Rohdichte, die Rohfestigkeit und die Schrumpfung und beeinflusst darüber hinaus die Eigenschaften der Endprodukte. Daher ist die genaue Kontrolle der PSD für die Qualitätskontrolle sowohl für Keramikpulverhersteller als auch für Hersteller von Keramikprodukten unverzichtbar.
Schwierigkeiten und Anforderungen an die Qualitätskontrolle von Keramikpulver:
- Bei der Herstellung von Keramikpulver muss das Produkt regelmäßig aus den Fertigungslinien entnommen und untersucht werden, um die Qualität zu sichern und die Messdaten für die Rückverfolgbarkeit zu speichern. Aufgrund der großen Anzahl von Proben ist die Partikelgrößenmessung jedoch eine zeitaufwändige und sich wiederholende Arbeit, die die Kosten für die Qualitätskontrolle erhöht.
- Die Anpassung der PSD durch Mischen von feinerem und gröberem Pulver in einem bestimmten Verhältnis ist eine gängige Methode zur Erhöhung der Grünkörperdichte. Die Homogenität des gemischten Pulvers entscheidet über den Erfolg des Sinterns. Zur Überwachung der Homogenität ist eine praktikable Methode erforderlich.
- Die Partikelgröße von ultrafeinem Keramikpulver liegt in der Regel im Submikrometerbereich. Herkömmliche PSD-Messmethoden wie Sieben sind für die Messung solch feiner Pulver nicht geeignet. Auch bei der Laserbeugungstechnologie (LD) gibt es Herausforderungen hinsichtlich der Leistungsfähigkeit der Messgeräte.
- Während der Kalzinierung und Trocknung von Keramikpulver neigen die feinen Keramikpartikel zur Agglomeration. Die geringen Mengen an übergroßen Partikeln führen immer zu Produktfehlern und verringern die Produktausbeute. Für die Qualitätskontrolle ist es entscheidend, diese vor der Verarbeitung zu entdecken. Da die Laserbeugungsmethode jedoch keine Bilder von übergroßen Partikeln liefert, ist es fraglich, ob diese tatsächlich vorhanden sind.
Der Bettersizer S3 Plus kombiniert Laserbeugung und dynamische Bildanalyse in einem Gerät. Das Laserbeugungssystem bietet hohe Präzision, Empfindlichkeit und Auflösung selbst für Partikelmessungen im Submikrometerbereich. Das dynamische Bildgebungssystem kann den Dispersionsprozess visualisieren, die Bilder übergroßer Partikel erfassen und Informationen zur Form liefern, um Anwendern bei der Analyse ihrer Pulverprodukte zu helfen.
Abbildung 1. Der Bettersizer S3 Plus und der BT-A60 Autosampler
Fallstudie 1: Automatische Messung der PSD von Aluminiumpulverproben
In dieser Fallstudie wurden 60 Aluminiumoxidpulverproben (5 Aluminiumoxidpulver mit unterschiedlichen PSDs, Aluminiumoxid A~E, jedes Aluminiumoxidpulver wurde in 12 Proben unterteilt) in einem einzigen Durchlauf automatisch mit dem Bettersizer S3 Plus und dem BT-A60-Autosampler gemessen. Der BT-A60 ist ein Autosampler mit hohem Durchsatz. Er ist mit dem Bettersizer S3 Plus kompatibel und ermöglicht eine vollständig automatisierte Probenanalyse.
Vor den Messungen wurden die 60 Pulverproben in 60 Probenröhrchen mit Natriummetaphosphat in wässriger Lösung mit Ultraschall dispergiert. Jedes Röhrchen wurde mit einem Barcode versehen, der einem zuvor erstellten und in der Software gespeicherten SOP entsprach. Nach Beginn der Messung läuft der Arbeitsprozess wie folgt ab:
- Der BT-A60 scannt den Barcode, identifiziert die Probe und wählt das SOP aus;
- Die Probenahmespritze des BT-A60 entnimmt die Suspension im Probenröhrchen und injiziert sie in das Dispergierbecken, anschließend erfolgt die Messung;
- Die Probenahmespritze wird mit Ultraschall gereinigt und fährt mit der nächsten Messung fort.

Abbildung 2. Die D10, D50 und D90 der 60 Proben (Einheit: µm)
Abbildung 2 zeigt die Werte D10, D50 und D90 der 60 Aluminiumoxidpulver. Vor dem Aussaugen der Suspension aus den Probenröhrchen wurden mehrere automatische Ansaug- und Einspritzvorgänge mit der Probenahmenadel durchgeführt. Dadurch wird die gleichmäßige und vollständige Probennahme aus dem Röhrchen gewährleistet. Die 12 Proben jedes Aluminiumoxidpulvers weisen eine gute Reproduzierbarkeit auf. Das PSD-Ergebnis jeder Messung wurde automatisch in der Software gespeichert.
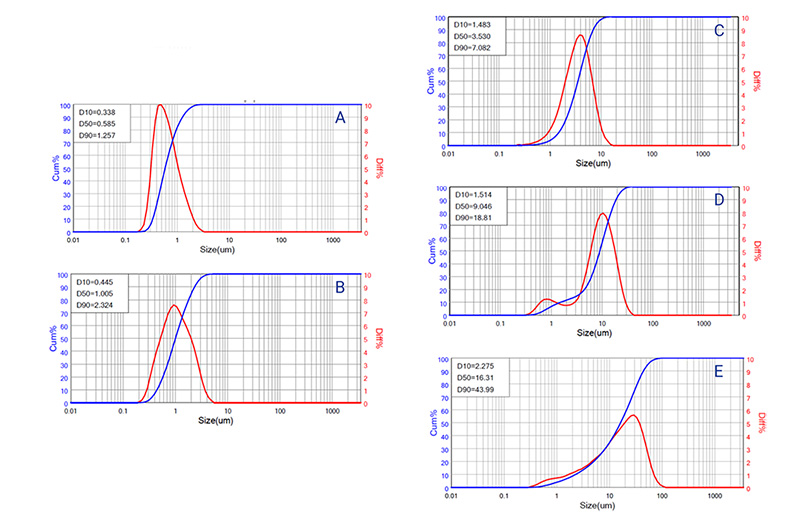
Abbildung 3. Die PSD- und kumulativen Kurven der Proben A, B, C, D und E
Abbildung 3 zeigt die PSD- und kumulativen Kurven von 5 Aluminiumoxidpulvern. Aluminiumoxid A, B und C weisen eine relativ smhmale monomodale Verteilung auf, während Aluminiumoxid D eine breitere bimodale Verteilung aufweist. Die unterschiedlichen Formen der PSD-Kurven weisen auf unterschiedliche Herstellungs- und Verarbeitungsmethoden hin.
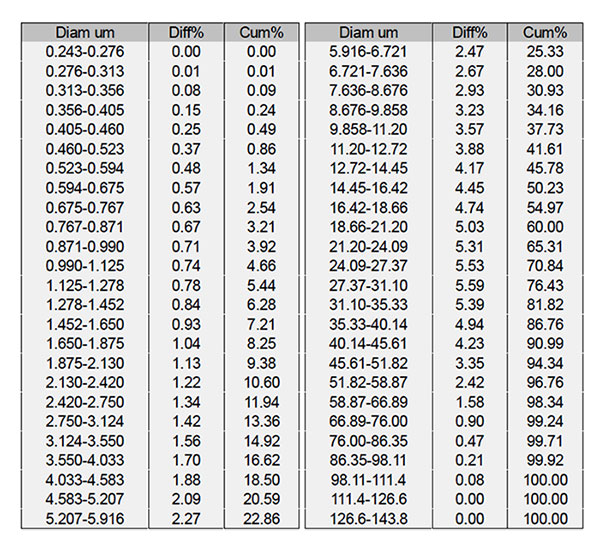
Tabelle 1. Die PSD der Probe E
Der Gehalt an groben Partikeln in feinem Pulver ist ein wichtiger Indikator, da diese Partikel stets Defekte verursachen. Mit geeigneten Verarbeitungsmethoden wie Mahlen und Sieben lassen sich die meisten groben Partikel entfernen. Aluminiumoxid E ist ein Rohstoff, der nicht gemahlen und gesiebt wurde. Gemäß dem in Tabelle 1 angegebenen kumulativen Gehalt beträgt der Volumenanteil der Partikel über 45 um in Probe E etwa 9 %.
Die Verwendung des Bettersizer S3 Plus und des BT-A60 Autosamplers bietet eine hochautomatische und bequeme Methode zur Partikelgrößenmessung einer großen Anzahl von Proben.
Fallstudie 2: Bestimmung der Homogenität von Aluminiumoxidpulver
Eine schlechte Homogenität von Keramikpulvern führt zu einer ungleichmäßigen Mikrostruktur der Produkte und einer geringen mechanischen Festigkeit. Es wurden zahlreiche Techniken und Mischer entwickelt, um eine ideale Mischhomogenität zu erzielen. Gleichzeitig ist es für die Qualitätskontrolle unerlässlich, eine einfache Methode zur Überwachung des Mischeffekts zu finden.
In dieser Fallstudie haben wir zwei gemischte Keramikpulver gemessen. Sie wurden alle durch Mischen eines feineren Aluminiumoxidpulvers (D50 beträgt etwa 0,5 um) und eines gröberen Aluminiumoxidpulvers (D50 beträgt etwa 3,0 um) hergestellt. Der Unterschied bestand darin, dass eines mit der Trockenmethode (ohne Wasser) und eines mit der Nassmethode (mit Wasser) gemischt wurde. Vor der Messung wurde von jedem Mischpulver an fünf verschiedenen Stellen eine Probe entnommen. Mit dem Bettersizer S3 Plus und der Nassdispergiereinheit BT-803 wurde die Partikelgrößenverteilung der zehn Proben gemessen.
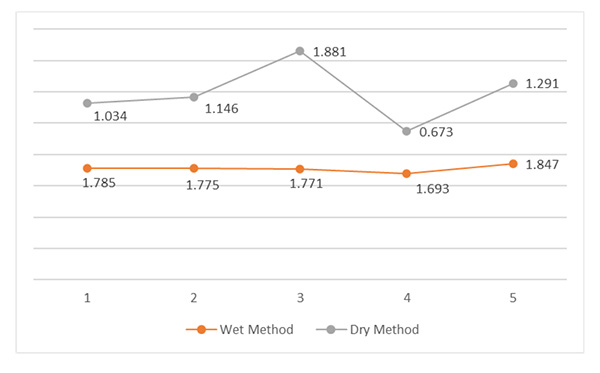
Die D50-Werte jeder Probe der gemischten Pulver sind in Abbildung 4 dargestellt. Die D50-Werte der nach dem Trockenverfahren gemischten Probe weisen starke Schwankungen auf, was darauf hindeutet, dass die Anteile der feineren und gröberen Partikel sehr unterschiedlich sind. Die D50-Werte der nach dem Nassverfahren gemischten Probe sind gleichmäßiger, was auf eine gute Homogenität hindeutet.
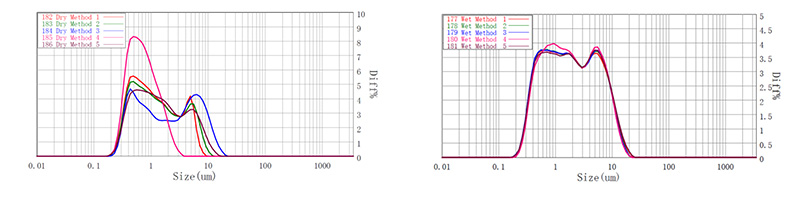
Abbildung 5. Die PDS-Kurven des trocken gemischten Aluminiumoxidpulvers und des nass gemischten Aluminiumoxidpulvers
Aus den PSD-Kurven in Abbildung 5 geht hervor, dass die Wiederholbarkeit der Messungen des trocken gemischten Pulvers äußerst gering ist. Die trocken gemischte Probe 3 weist im Vergleich zu den anderen Proben den höchsten Anteil an großen Partikeln auf, während die Probe 4 fast ausschließlich kleine Partikel enthält. Die PSD-Kurven des nass gemischten Pulvers zeigen eine gute Übereinstimmung. Die ausgezeichnete Reproduzierbarkeit deutet darauf hin, dass das Nassverfahren für das Mischen solcher feinen Keramikpulver besser geeignet ist.
Fallstudie 3: Nachweis von Aluminiumoxid-Agglomeraten
Unerwartete übergroße Partikel in feinem Keramikpulver weisen immer auf eine Verschlechterung der Qualität und Schwankungen bei der Herstellung und Verarbeitung hin. Wenn übergroße Partikel unvorhersehbar auf der PSD-Kurve auftreten, ist es wichtig, deren Vorhandensein zu bestätigen. Das dynamische Bildgebungssystem des Bettersizer S3 Plus wurde hier verwendet, um die Agglomerate im ultrafeinen Aluminiumoxidpulver zu erkennen und die Bilder und Forminformationen für die Analyse bereitzustellen.
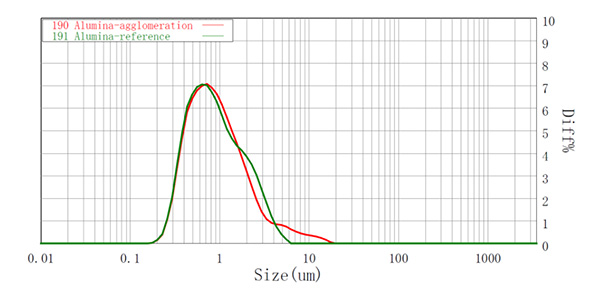
Abbildung 6. Die PSD-Kurven von Aluminiumoxidpulver.
Abbildung 6 zeigt die PSD-Kurven von zwei Chargen Aluminiumoxidpulver desselben Typs. Im Vergleich zur Referenzcharge gibt es in der abnormalen Charge einige übergroße Partikel im Bereich von 6 um bis 20 um. Dies könnte durch die Agglomeration ultrafeiner Aluminiumoxidpartikel während des Produktionsprozesses verursacht worden sein. Um sicherzustellen, dass die Agglomerate tatsächlich vorhanden sind, wurden die Messparameter so eingestellt, dass Partikel von 6 um bis 20 um erfasst werden.

Abbildung 7. Die Bilder der übergroßen Partikel.
Die Bilder der übergroßen Partikel (siehe Abbildung 7) wurden mit Hochgeschwindigkeits-CCD-Kameras aufgenommen. Durch Bildanalyse wurden die Partikeldurchmesser ermittelt (die Zahlen über den Bildern). Mit den aufgenommenen Bildern wird die Existenz der übergroßen Partikel bestätigt.
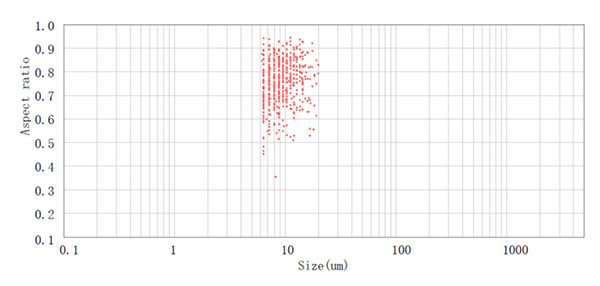
Abbildung 8. Streudiagramm der Partikel im Bereich von 6 ~ 20 µm
Die Partikel im Bereich von 6 bis 20 µm wurden im Streudiagramm erfasst, das in Abbildung 8 dargestellt ist. Anhand der Bilder und des Streudiagramms des Seitenverhältnisses lässt sich feststellen, dass die abnormale PSD-Kurve durch unregelmäßige Aluminiumoxid-Agglomerate verursacht wird. Das Auftreten von Agglomeraten kann auch darauf hindeuten, dass es im Herstellungsprozess einige unsichere Faktoren gibt, die überprüft und verbessert werden müssen.
Fazit
Der Bettersizer S3 Plus und der Autosampler BT-A60 bieten Herstellern von Keramikpulver und Keramikprodukten eine hochautomatisierte und zeitsparende Methode zur Messung einer großen Anzahl von Proben. Dank seiner hohen Leistungsfähigkeit und der Kombination mit dynamischer Bildanalyse ist der Bettersizer S3 Plus ein zuverlässiges und leistungsstarkes Werkzeug für die Qualitätskontrolle in allen Prozessen der Keramikherstellung.
Referenz
[1] T. A. Otitoju, P. U. Okoye, G. Chen, Y. Li, M. O. Okoye, and S. Li, Advanced Ceramic Components: Materials, Fabrication, and Applications, Journal of Industrial and Engineering Chemistry, 2020, Band 85, 34-65
Über den Autor
 |
Jing Cao Anwendungsingenieur @ Bettersize Instruments |
|
Möchten Sie hochleistungsfähige keramische Materialien erhalten? |
 |
LOGIN TO ACCESS EXCLUSIVE CONTENT
More Resources Including
- Application Notes & Collections
- Webinars & Workshops
- Presentations & Videos
- Monthly Newsletters
- Exclusive Events...

Recommended articles
Rate this article