Análise de tamanho de partícula de cimento em tempo real por meio de um sistema a laser on-line
2020-09-01Application Briefs
Custos de energia do cimento
Mais de 1% da energia mundial é usada para moer o cimento até uma determinada finura, de modo que ele tenha o tamanho adequado para sua aplicação. Os moinhos são usados para moer o cimento até um tamanho adequado, mas geralmente são ineficientes. Os sistemas de moagem na produção de cimento representam aproximadamente 85 a 90% do consumo total de energia elétrica da fábrica, mas menos de 5% dessa energia é usada de forma útil para moer o cimento.
Com a produção anual global de cimento em aproximadamente 4.100 milhões de toneladas métricas/ano em cada um dos últimos sete anos, até este ano, há muitas economias a serem feitas. Os custos de energia do cimento podem ser reduzidos por meio de uma boa manutenção, da conversão para processos mais eficientes em termos de energia e de investimentos de capital intensivo em atualizações da planta existente.
No entanto, sistemas aprimorados de monitoramento e controle e gerenciamento de energia de equipamentos sempre proporcionarão os retornos mais rápidos sobre o investimento. As grandes demandas de energia da moagem de acabamento significam que o aumento da eficiência da moagem e da separação do clínquer moído pode gerar melhorias significativas na eficiência energética e na economia de custos. Qual é a melhor maneira de conseguir isso? A resposta está na análise.
Medição em tempo real do cimento
Sabemos que os sistemas de dimensionamento de partículas a laser baseados em laboratório melhoram a qualidade do cimento, mas como eles podem ser adaptados on-line para produzir a finura de cimento mais otimizada?
O tamanho da partícula é determinado por uma versão robusta do sistema de difração a laser usado em laboratórios de cimento, mas esse sistema é muito mais estável e resistente às vibrações intensas que ocorrem em um ambiente de fábrica de cimento. O analisador de tamanho de partículas Bettersize BT-Online1 medirá continuamente essa quantidade representativa de amostra em tempo real. Até 10 kg de cimento/hora são subamostrados pela flauta/dedutor a partir do ponto de amostragem. Como o cimento é um produto abrasivo, o caminho do fluxo da amostra é revestido de cerâmica até e após a célula de medição. A medição é semelhante à operação de laboratório, pois as partículas passam pela célula de medição, a luz é espalhada e coletada pela lente receptora e focalizada em um detector, onde é escaneada, registrada e digitalizada em alta velocidade para análise contínua em tempo real (Figura 1).
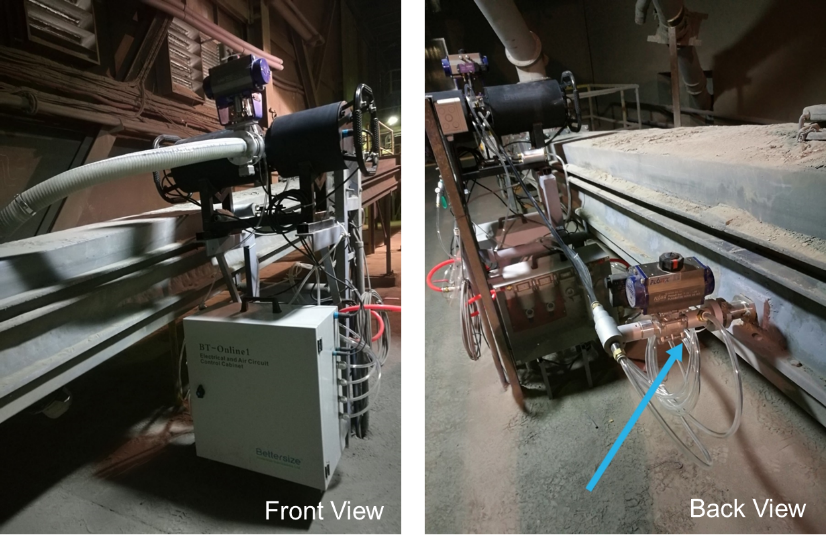
Figura 1. Vista frontal e traseira do BT-Online1 com uma flauta de amostragem mostrada pela seta.
Comparação dos resultados on-line com os de laboratório
Como os resultados on-line se comparam ao sistema de laboratório da Bettersize e a outras técnicas históricas? A Bettersize realizou testes comparando os resultados medidos em seu sistema de difração a laser de laboratório e no sistema on-line.
Devido aos diferentes sistemas ópticos e algoritmos usados pelos instrumentos on-line e de laboratório, há uma pequena diferença nos resultados das medições. Deve-se observar que uma boa consistência de resultados pode ser obtida pelos dois tipos diferentes de instrumentos, de modo que uma boa correlação entre os resultados pode ser obtida, mas os valores absolutos nem sempre são exatamente iguais.
Pode-se observar nas Figuras 2 e 3 que os valores típicos de tamanho de partícula e os teores de cimentos de diferentes graus de resistência medidos pelos sistemas on-line e de laboratório são bastante consistentes. À medida que a resistência à compressão do cimento aumenta, o tamanho médio das partículas (D50) obtido por ambos os instrumentos diminui gradualmente, e o teor de 3-32μm % (a contribuição mais importante para a resistência de 28 dias do cimento) aumenta lentamente. Portanto, os resultados das medições produzem uma boa correlação.
-of-different-cements.png)
Figura 2. Tamanho médio de partícula (D50) de diferentes cimentos obtidos por sistemas laboratoriais e on-line
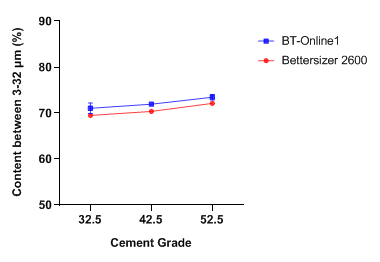
Figura 3. Conteúdo entre 3-32 μm de diferentes cimentos obtidos por sistemas on-line e de laboratório
Além disso, foram feitos testes comparando o sistema on-line com a análise de peneira úmida. É amplamente conhecido que uma das vantagens da difração a laser é medir todas as orientações da partícula, de modo que todas as três dimensões são levadas em consideração. No entanto, as peneiras informam apenas a segunda maior dimensão e, portanto, subdimensionam as partículas de formato irregular por ignorarem a dimensão mais longa da partícula. Em situações como essa, temos de aceitar que haverá uma mudança de tamanho nos resultados da peneira. Eles não estão errados, mas podem ser um pouco diferentes, dependendo da proporção das partículas.
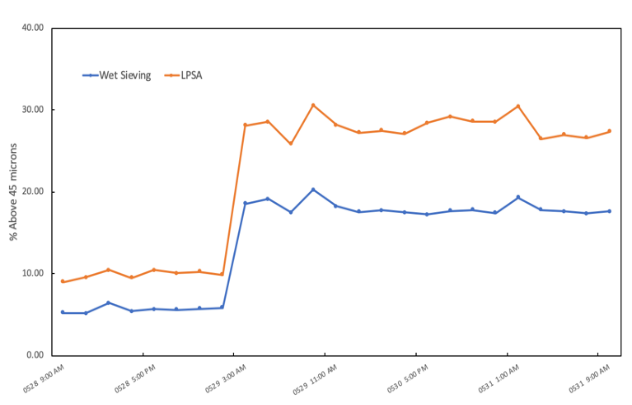
Figura 4. Os resultados da peneira úmida e os resultados do processo on-line da distribuição do teor de cimento acima de 45um
No entanto, o importante é verificar se os resultados da peneira acompanham os resultados do processo on-line e, como pode ser visto na Figura 4, quando foram feitos testes, comparando os resultados on-line com os medidos pelas peneiras, eles foram acompanhados com grande sucesso. Se houvesse um aumento na porcentagem de partículas acima de 45 mícrons no Bettersize on-line, também haveria um aumento proporcional nas peneiras e vice-versa.
Conclusões
Para o setor de cimento, é essencial instalar um sistema a laser on-line Bettersizer robusto, totalmente automatizado e baseado nos mesmos princípios, mas sem a necessidade de intervenção humana. Ele pode medir a finura do cimento fornecendo parâmetros-chave como % < 3 µm, % > 3µm e < 32 µm, % > 45 µm em tempo real. Ele pode comparar esses valores atuais com os valores ideais salvos no computador localizado na sala de controle de cimento. A medição, o controle, a automação e a otimização do circuito de moagem reduzem os custos de produção e garantem a produção constante de um produto consistente e de alta qualidade, com o consequente aumento da lucratividade da sua fábrica de cimento.
LOGIN TO ACCESS EXCLUSIVE CONTENT
More Resources Including
- Application Notes & Collections
- Webinars & Workshops
- Presentations & Videos
- Monthly Newsletters
- Exclusive Events...

Recommended articles
Rate this article
Share On


