Оптимизация дисперсии материалов для батарей для более точного определения размера частиц с помощью лазерной дифракции
2024-03-08Application Note
Точное измерение гранулометрического состава литий-железо-фосфата (ЛЖФ) имеет решающее значение для оптимизации работы аккумуляторов. В данном исследовании рассматриваются проблемы, связанные с измерением PSD LFP, и предлагается индивидуальное решение путем предварительного диспергирования с помощью ультразвука.
Оптимальные параметры предварительного диспергирования, определенные в результате серии испытаний, включают ультразвук при мощности 510 Вт в течение 1 минуты. Такой подход позволяет получить стабильный PSD со значением D100 10,27 мкм и демонстрирует отличную воспроизводимость, соответствующую стандартам ISO 13320. Такой подход позволяет исследователям и инженерам оптимизировать работу LFP-батарей и ускорить разработку устойчивых энергетических решений.
| Продукт | Bettersizer 2600 |
| Отрасль | Аккумуляторы и энергетика |
| Образец | Литий-железо-фосфат (катод, батарея) |
| Тип измерения | Размер частиц |
| Технология измерения | Лазерная дифракция |
Перейти к разделу:
- Введение
- Дизайн измерений
- Поддержание целостности измерений: Устранение аномальных тенденций PSD и обскурации
- Преодоление ненасыщенного рассеивания с помощью индивидуальной предварительной обработки
- Заключение
Введение
Революция электромобилей (EV) зависит от разработки высокоэффективных и устойчивых энергетических решений. Однако ограничения по дальности хода по-прежнему представляют собой серьезную проблему. В то время как литий-ионные батареи являются перспективным направлением, литий-железо-фосфатные (LFP) батареи, восхваляемые за их исключительную безопасность и экономическую жизнеспособность, сталкиваются с компромиссом: более низкой гравиметрической плотностью энергии по сравнению с их аналогами, такими как литий-никель-марганец-кобальт-оксид (NMC) или литий-никель-кобальт-алюминий-оксид (NCA). Это приводит к уменьшению дальности поездки и увеличению времени зарядки, что препятствует широкому внедрению LFP-батарей в EV.
К счастью, ключ к решению этой проблемы лежит в тщательной настройке размера частиц материалов для LFP-батарей. Размер частиц LFP внутри батареи оказывает огромное влияние на ее производительность. Изучение механизма работы LFP-батарей показывает, что размер частиц играет решающую роль в следующих аспектах:
1. Более мелкие частицы катода LFP имеют большую площадь поверхности по сравнению с их объемом. Большая площадь поверхности позволяет большему количеству ионов лития участвовать в реакции с частицами катода. Таким образом, большее количество ионов лития может быть сохранено и высвобождено, что позволяет аккумулятору удерживать больше энергии без увеличения размера батареи.
2. Более мелкие частицы LFP образуют между собой более тонкую пористую структуру, позволяя электролиту легче проникать в катодную структуру, способствуя лучшему ионному транспорту и обеспечивая быструю зарядку и разрядку батареи.
Одним словом, благодаря более мелкому размеру катодного материала LFP исследователи и разработчики могут повысить плотность энергии, ускорить скорость зарядки и увеличить дальность действия, сохранив при этом безопасность и экономичность, которые делают батареи LFP столь привлекательными для индустрии EV.
Однако не все так просто: 'Чем тоньше размер частиц, тем лучше характеристики батареи'. Поскольку более мелкие частицы LFP более подвержены механической деградации во время циклических режимов (зарядки и разрядки), они сокращают срок службы батареи. Кроме того, хотя частицы меньшего размера обеспечивают пористую структуру, позволяющую электролитам легче проникать внутрь, относительно большее пустое пространство между частицами LFP также снижает общую плотность энергии батареи. Поэтому поиск оптимального размера частиц имеет решающее значение для обеспечения баланса между преимуществами высокой площади поверхности и необходимостью обеспечения хорошего срока службы, а также для использования плотности энергии. Такая оптимизация зависит от состояния конкретного катодного материала и предполагаемого применения батареи.
Чтобы решить дилемму эффективности частиц LFP одного размера, оптимальным решением может стать смешанный гранулометрический состав (PSD). Стратегически комбинируя частицы разного размера, можно легко достичь баланса между преимуществами каждой отдельной фракции. Более мелкие частицы обеспечивают достаточную площадь поверхности для взаимодействия литий-иона, в то время как более крупные помогают добиться максимальной плотности упаковки и стабильности структуры. Таким образом, для повышения производительности батарей точное измерение и анализ сложных PSD материалов LFP становится жизненно важным для поставщиков литиевых батарей LFP, независимо от того, идет ли речь о компонентах LFP одного размера или о сложных распределенных смесях.
Дизайн измерений
Оптимальный контроль РП представляет собой серьезную проблему. По сравнению с традиционными методами, такими как просеивание, лазерно-дифракционные анализаторы размеров частиц предлагают мощное и точное решение для точной характеристики сложного распределения частиц по размерам в материалах электродов LFP. Этот передовой метод использует принципы дифракции света для измерения размера частиц в широком диапазоне размеров, предоставляя исследователям высокоточные и воспроизводимые данные.
Чтобы удовлетворить спрос на высокопроизводительные литиевые батареи LFP, Bettersize Instruments предлагает прибор Bettersizer 2600 для точных измерений PSD в отрасли. Этот прибор оптимизирует метод лазерной дифракции, точно измеряя размер частиц в диапазоне 0,02 - 2600 мкм. Его уникальная оптическая конструкция обеспечивает универсальность для различных состояний образца, от сухого порошка до влажной суспензии, с эффективным переключением между блоками диспергирования и подачи.
В данном исследовании синтезированные частицы LFP микронного размера были взяты в качестве образцов в состоянии сухого порошка. Образцы ЛФП диспергировались в воде из-за их нерастворимости. Для обеспечения максимальной достоверности данных при измерении PSD используется автоматический диспергатор большого объема BT-802 в сочетании с основным прибором Bettersizer 2600. Поскольку частицы LFP имеют большую плотность по сравнению с водой, во избежание седиментации скорость перемешивания установлена на 1800 об/мин.

Bettersizer 2600 с BT-802
Сохранение целостности измерений: Устранение аномальных тенденций PSD и обскурации
Чтобы обеспечить надежность результатов PSD, проводится серия тестов с одним и тем же образцом LFP и одним и тем же методом отбора проб, но с разным временем перемешивания/циркуляции. При увеличении времени перемешивания и циркуляции суспензии образца результат PSD имел тенденцию к уменьшению, в то время как значение обскурации увеличивалось, как показано на рисунке 1.
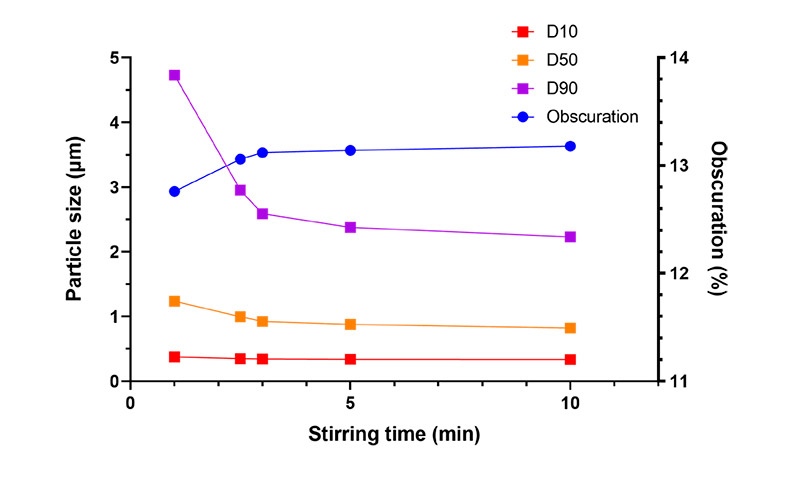
Рисунок 1. Тенденции аномального PSD и обскурации
В большинстве случаев, скорее всего, наблюдается типичная тенденция: длительное перемешивание приводит к стабильному PSD и постоянному значению обскурации. Однако образцы LFP демонстрировали обратное поведение: PSD уменьшалась при более длительном перемешивании, в то время как обскурация увеличивалась. Более того, наблюдаемая тенденция в образцах LFP предполагает более сложный сценарий: 'дифференциация' PSD указывает на двойной процесс (рис. 2)
- Дисперсия: Основная популяция частиц распадается на более мелкие даже после 10 минут перемешивания. Это говорит о том, что силы перемешивания недостаточно для полного разрушения агрегатов, что приводит к постепенному уменьшению среднего размера частиц.
- Агломерация: Меньшее количество частиц агломерируется в более крупные, способствуя увеличению степени затемнения.
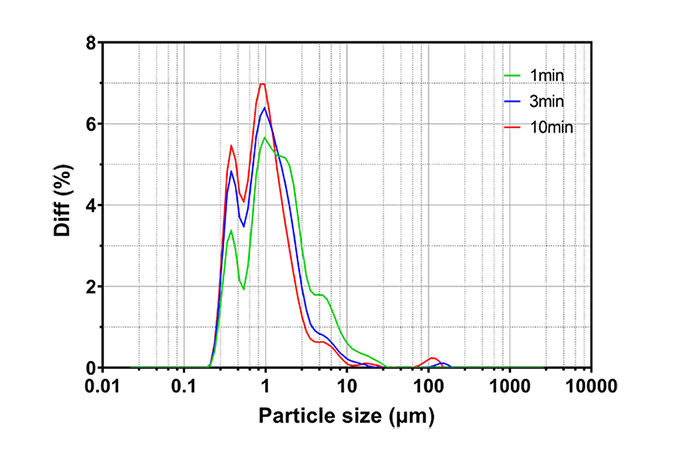
Рисунок 2. Феномен 'дифференциации' РП
Это парадоксальное на первый взгляд явление указывает на нестабильное состояние суспензии образца, также известное как ненасыщенная дисперсия, что подчеркивает ограничения традиционных методов диспергирования с перемешиванием для образцов LFP. Силы сдвига, создаваемые механизмом перемешивания, недостаточны для преодоления когезионных сил, удерживающих частицы ЛФП вместе, что приводит к неполному диспергированию и наблюдаемому процессу 'дифференциации'.
Преодоление ненасыщенной дисперсии с помощью индивидуальной предварительной обработки
Чтобы решить эту проблему, вызванную ненасыщенностью дисперсии, необходимо увеличить энергию диспергирования, чтобы помочь агломерированным частицам быть диспергированными за короткое время. Здесь можно применить двухступенчатую дисперсию, включающую стадию предварительного диспергирования и стадию диспергирования при измерении. В данном случае более густая суспензия была приготовлена путем смешивания сухих порошков LFP с деионизированной водой, и стадия предварительного диспергирования была проведена с более густой суспензией.
Использование ультразвуковой энергии для эффективного диспергирования
Чтобы преодолеть ограничения традиционных методов перемешивания, ультразвук зарекомендовал себя как эффективный этап предварительного диспергирования. Этот метод использует высокочастотные звуковые волны для создания интенсивных сдвиговых сил, которые эффективно разбивают агломерированные частицы LFP и способствуют получению более однородной суспензии. Подготовленная густая суспензия подвергалась ультразвуковому воздействию, а затем разбавлялась BT-802 перед проведением измерений PSD. Каждый тест проводился сразу после добавления образцов в BT-802 для образования стабильной суспензии.
Поиск оптимальной стратегии предварительного диспергирования:
В рамках данного исследования была проведена серия тестов, в которых изучались различные комбинации мощности и продолжительности ультразвука. Результаты (табл. 1) дают четкую картину: достаточная энергия диспергирования имеет решающее значение для достижения стабильной PSD. Эта энергия может быть доставлена либо за счет увеличения мощности ультразвука, либо за счет увеличения времени обработки.
Таблица 1. Типичное значение PSD при различных комбинациях мощности и продолжительности ультразвукового воздействия
| Мощность (Вт) | Типичное значение (мкм) | 30 секунд | 1 минута | 3 минуты | 5 минут |
| 270W | D10 | 0.328 | 0.327 | 0.324 | 0.325 |
| D50 | 0.817 | 0.773 | 0.758 | 0.762 | |
| D90 | 4.740 | 2.426 | 2.323 | 2.242 | |
| 360W | D10 | 0.330 | 0.327 | 0.326 | 0.324 |
| D50 | 0.813 | 0.757 | 0.746 | 0.752 | |
| D90 | 3.039 | 2.970 | 2.354 | 2.344 | |
| 420W | D10 | 0.324 | 0.324 | 0.324 | 0.324 |
| D50 | 0.731 | 0.728 | 0.729 | 0.724 | |
| D90 | 1.830 | 1.790 | 1.755 | 1.753 | |
| 510W | D10 | 0.325 | 0.326 | 0.324 | 0.324 |
| D50 | 0.724 | 0.722 | 0.721 | 0.719 | |
| D90 | 1.726 | 1.706 | 1.703 | 1.705 | |
| 570W | D10 | 0.325 | 0.325 | 0.325 | 0.325 |
| D50 | 0.719 | 0.715 | 0.718 | 0.719 | |
| D90 | 1.693 | 1.707 | 1.708 | 1.704 |
Баланс: 510 Вт и 1 минута для получения оптимальных результатов
В поисках баланса между мощностью и эффективностью, 510 Вт в течение 1 минуты можно легко определить как оптимальную настройку предварительного диспергирования для исследуемого образца LFP. Такая конфигурация позволила эффективно диспергировать частицы, что привело к получению стабильного РП со значением D100 10,27 мкм.
Валидация с помощью испытаний на повторяемость:
Чтобы убедиться в надежности подхода к предварительному диспергированию, было проведено шесть повторных измерений. Результаты, представленные на рисунке 3, демонстрируют отличную воспроизводимость. Стандартные отклонения для значений D10, D50 и D90 были очень низкими (0,12 %, 0,05 % и 0,09 %, соответственно), что свидетельствует о полном соответствии требованиям ISO 13320.
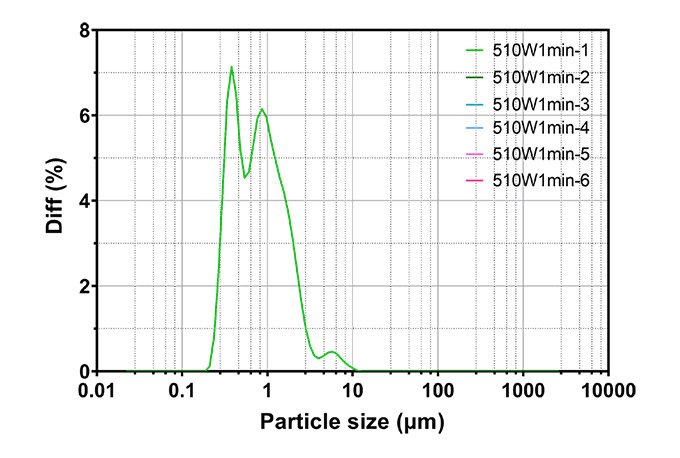
Рисунок 3. Тест на воспроизводимость процедуры измерения PSD
Заключение
Точный контроль распределения частиц LFP по размерам играет ключевую роль в производительности батарей. Лазерный дифракционный анализ, примером которого является прибор Bettersizer 2600, представляет собой ценный инструмент для контроля PSD в индустрии литиевых батарей. Однако для материалов LFP с уникальными проблемами диспергирования очень важно применение оптимизированной процедуры предварительного диспергирования, такой как описанный здесь метод ультразвуковой обработки. Данное исследование демонстрирует эффективность этого подхода, показывая его способность достигать стабильных, надежных и воспроизводимых измерений PSD, что в конечном итоге позволяет исследователям и инженерам оптимизировать работу LFP-аккумуляторов.
Об авторе
 | Вейчен Ган Инженер по применению @ Bettersize Instruments |
| Раскройте секреты высокопроизводительных литий-ионных батарей с помощью сборника из семи заметок по применению батарей. (pdf) |  |
LOGIN TO ACCESS EXCLUSIVE CONTENT
More Resources Including
- Application Notes & Collections
- Webinars & Workshops
- Presentations & Videos
- Monthly Newsletters
- Exclusive Events...

Recommended articles
Rate this article